-
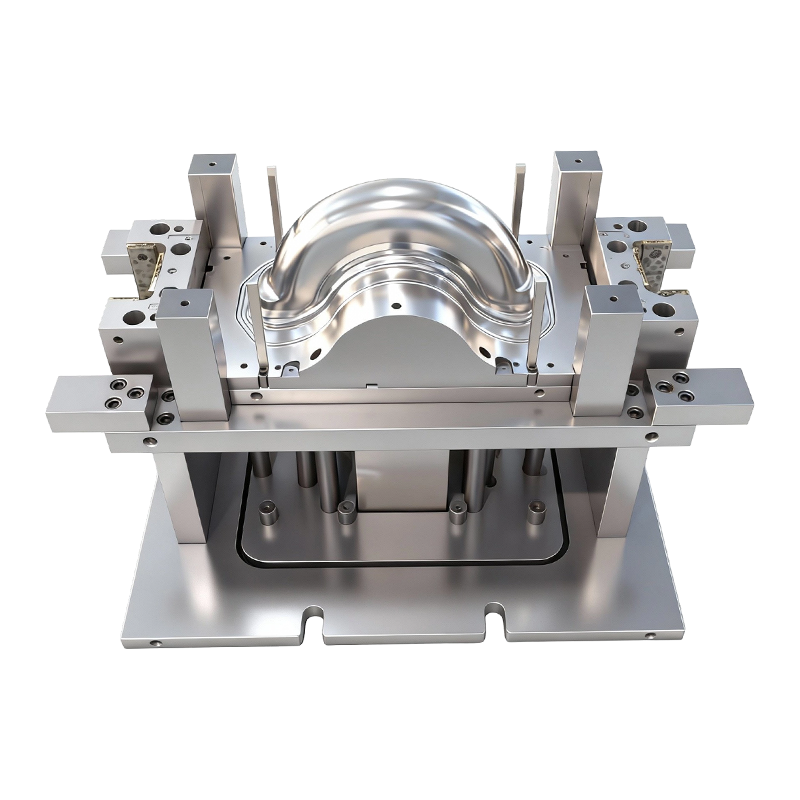
Malalim na pagguhit ng amag para sa harap at likurang mga gulong ng dalawang gulong na de-kuryenteng sasakyan
Ang Deep drawing mold na ito para sa harap at l...
-
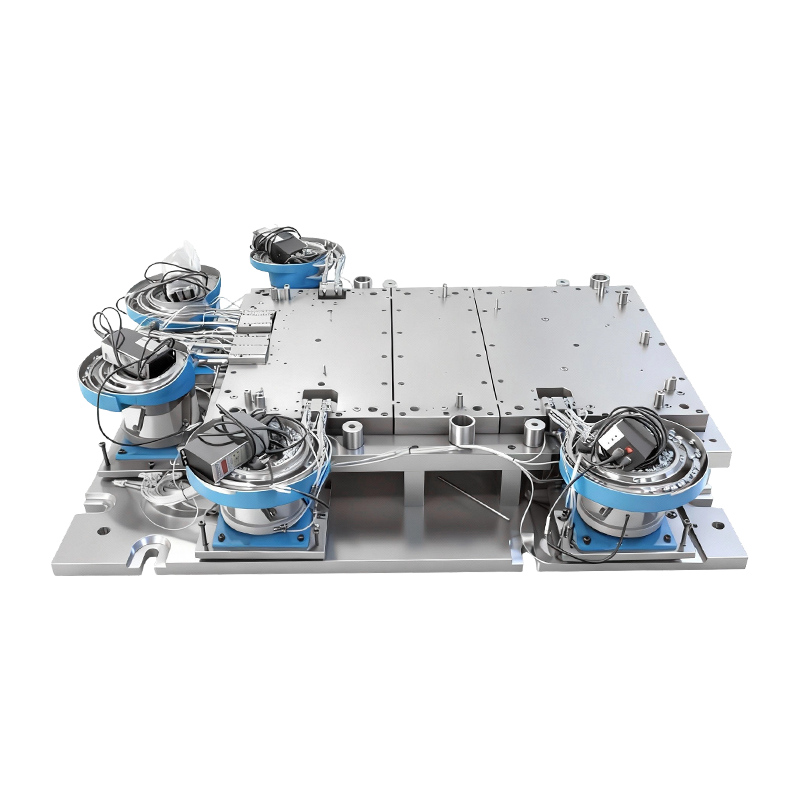
Awtomatikong riveting mol para sa malaking computer machine base
Ang Automatic Riveting Mould na ito para sa Mal...
-
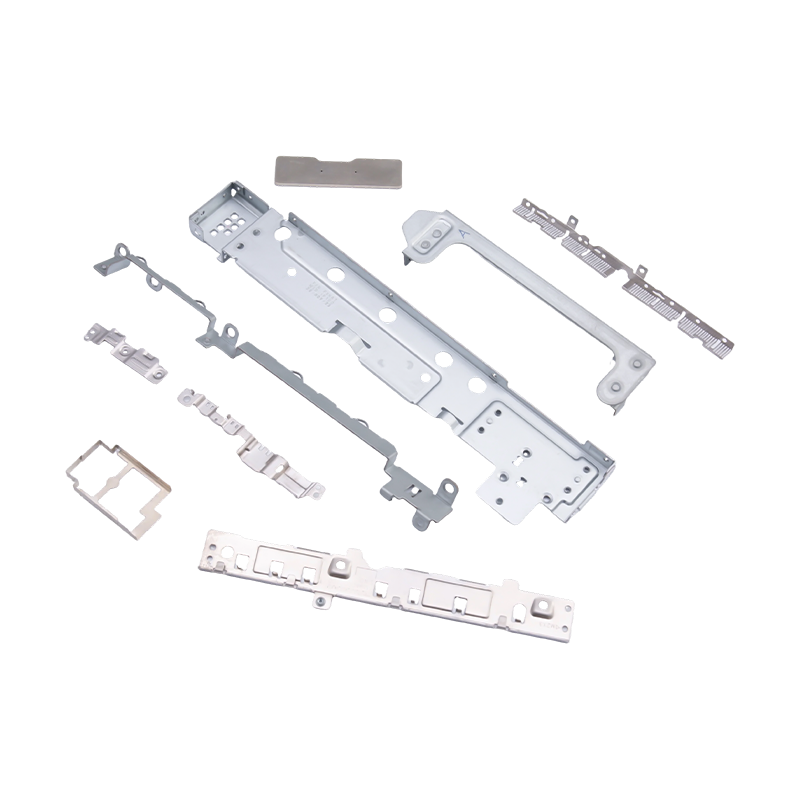
Maliit na naselyohang bahagi para sa mga laptop at mobile phone
Bilang mahahalagang panloob na bahagi para sa m...
-
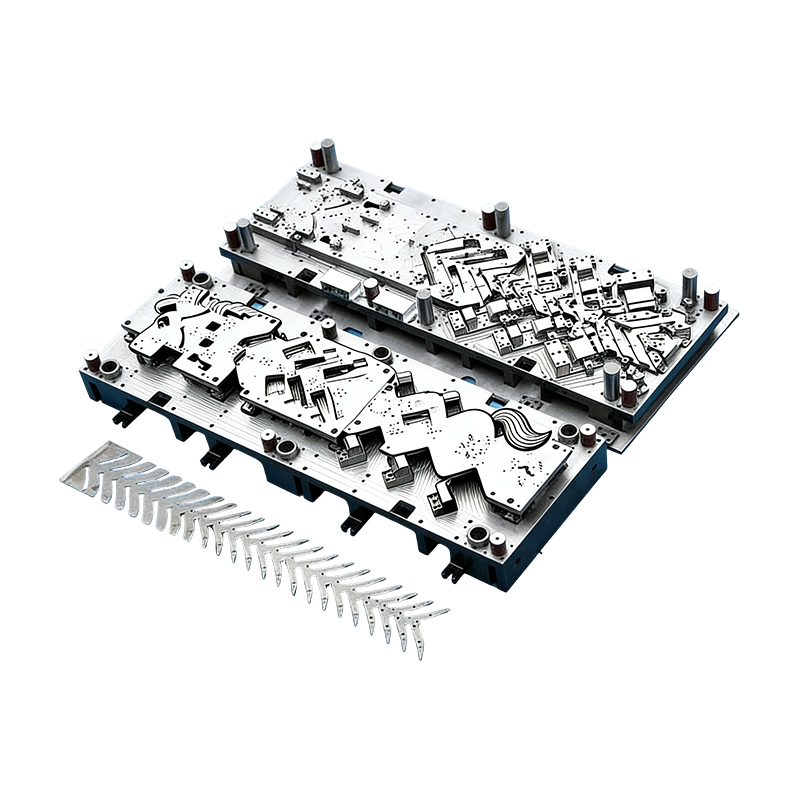
Mga progresibong hulma para sa mga bahagi ng sasakyan
Ang Continuous mold na ito para sa automotive m...
-
Mga bahagi ng panlililak sa takip ng baterya
Ang aming Battery cover stamping parts ay preci...
Balita sa Industriya
Bahay / Balita / Balita sa Industriya / Baterya Cover Stamping Parts para sa EV at Energy Storage Baterya Enclosures
Baterya Cover Stamping Parts para sa EV at Energy Storage Baterya Enclosures
2026-06-16
Ang isang battery pack na nabigo sa field ay bihirang mabibigo dahil sa mga cell. Mas madalas, ang pangunahing dahilan ay isang takip na hindi selyado, isang flange na hindi nakahanay, o isang mounting boss na pumutok sa ilalim ng vibration. Ang mga bahagi ng pantatatak ng takip ng baterya ay ang unang linya ng pagtatanggol sa istruktura at kapaligiran para sa bawat sistema ng baterya ng EV, pang-industriya, at pag-iimbak ng enerhiya — at ang mga pamantayan sa pagpapaubaya na dapat nilang matugunan ay humihigpit nang husto habang tumataas ang mga boltahe ng pack at densidad ng enerhiya.
Sinasaklaw ng artikulong ito ang mga materyales, proseso, kinakailangan sa dimensyon, at mga opsyon sa pag-customize na tumutukoy sa isang bahagi ng stamping ng takip ng baterya na handa sa produksyon — at kung ano ang ibe-verify kapag naging kwalipikado ang isang supplier.

Ano Ang Talagang Ginagawa ng Mga Bahagi ng Stamping ng Takip ng Baterya
Ang takip ng isang baterya enclosure ay may tatlong sabay-sabay na trabaho. Sa istruktura, dapat nitong mapanatili ang geometry nito sa ilalim ng mekanikal na pagkarga ng pag-assemble ng sasakyan, pag-vibrate ng kalsada, at thermal cycling nang hindi nagpapa-deform o nagpapadala ng stress sa mga cell sa ilalim nito. Sa kapaligiran, dapat nitong makamit at mapanatili ang IP67 o IP68 na integridad ng sealing — ibig sabihin ay walang pagpasok ng alikabok at walang pagtagos ng tubig sa ilalim ng matagal na paglulubog. Sa paggana, dapat itong mag-interface nang tumpak sa casing ng baterya, high-voltage connector, at anumang mga cooling channel na isinama sa disenyo ng pack.
Ang pagtugon sa lahat ng tatlong kinakailangan sa isang solong naselyohang bahagi — sa halip na isang makina o cast na alternatibo — ang dahilan kung bakit ang deep-drawn stamping ang gustong proseso para sa mataas na dami ng produksyon ng baterya. Stamping naghahatid pare-parehong dimensyon at mahigpit na pagpapaubaya (±0.01mm – ±0.05mm) sa mga rate ng produksyon na hindi maaaring tumugma sa casting at machining, habang pinananatiling sapat na mababa ang gastos sa bawat bahagi para sa mga supply chain ng OEM na tumatakbo sa sukat.
Pagpili ng Materyal: Cold-Rolled Steel, Aluminum Alloy, o Stainless Steel
Ang pagpili ng materyal na substrate ay nagtatakda ng kisame sa bawat sukatan ng pagganap na maaaring makamit ng takip - paglaban sa kaagnasan, timbang, kakayahang mabuo, weldability, at gastos. Tatlong materyal na pamilya ang nangingibabaw sa mga application ng takip ng baterya.
Cold-rolled na bakal nag-aalok ng mataas na lakas ng makunat at mahusay na pagkaporma sa mababang halaga ng hilaw na materyal. Ito ang karaniwang pagpipilian para sa mga pang-industriyang baterya enclosure at mga sistema ng pag-iimbak ng enerhiya kung saan ang timbang ay pangalawang alalahanin at ang higpit ng istruktura ang pangunahing kinakailangan. Ang mga post-stamp surface treatment — zinc plating, e-coating, o powder coating — ay karaniwang inilalapat upang matugunan ang mga target na lumalaban sa kaagnasan.
Aluminum alloys, partikular na 3003 at 5052 grades, ay ang nangingibabaw na materyal sa mga takip ng baterya ng EV kung saan direktang nakakaapekto ang bigat ng pack sa hanay ng sasakyan. Ang Alloy 3003 ay nag-aalok ng mahusay na pagkaporma at katamtamang lakas, na ginagawang angkop ito sa mga geometry ng shallow-draw na cover. Ang Alloy 5052 ay nagbibigay ng mas mataas na lakas at superior corrosion resistance, na mas gusto para sa mga cover na nakalantad sa condensation, coolant, o road splash. Ang parehong mga grado ay malalim na gumuhit at tumatanggap ng anodising o conversion coating para sa karagdagang proteksyon.
hindi kinakalawang na asero ay tinukoy para sa mga application na nangangailangan ng likas na resistensya ng kaagnasan nang walang karagdagang paggamot sa ibabaw — mga nakatigil na sistema ng pag-iimbak ng enerhiya sa mahalumigmig na mga kapaligiran, marine battery pack, o anumang aplikasyon kung saan hindi matitiyak ang pagdirikit ng coating sa buong buhay ng produkto. Ang mas mataas na work-hardening rate nito ay nangangailangan ng maingat na idinisenyong tooling upang maiwasan ang springback at mapanatili ang dimensional na katatagan pagkatapos mabuo.
Deep Drawing at Advanced Stamping na Proseso
Karamihan sa mga takip ng baterya ay hindi simpleng mga flat blank. Isinasama ng mga ito ang mga recessed sealing channel, nakataas na flanges, pinagsamang mga boss, at mga kumplikadong contour na nangangailangan ng multi-stage na progresibo o paglilipat ng mga sequence ng die stamping. Ang malalim na pagguhit — paghila ng flat sheet ng metal sa isang three-dimensional na anyo gamit ang isang suntok at mamatay — ay ang pangunahing operasyon, ngunit ang tapos na bahagi ay karaniwang dumadaan sa mga karagdagang istasyon para sa trimming, piercing, coining, at flanging bago ito umalis sa press.
Ang kontrol sa proseso sa bawat istasyon ay tumutukoy kung ang natapos na bahagi ay nakakatugon sa tolerance. Kinokontrol ng blank holder pressure ang daloy ng materyal at pinipigilan ang pagkulubot; ang hindi sapat na presyon ay nagpapahintulot sa flange na buckle, habang ang labis na presyon ay nagdudulot ng pagkapunit sa radius ng draw. Ang pamamahala ng pagpapadulas ay nakakaapekto sa kondisyon ng ibabaw — isang makinis na surface finish ng Ra ≤ 0.8μm ay makakamit sa mga substrate ng aluminyo at bakal kapag ang geometry ng tooling at kapal ng lubricant film ay wastong naitugma.
Ang zero burr tolerance ay isang hindi mapag-usapan na kinakailangan para sa mga takip ng baterya. Ang isang burr sa isang sealing groove ay nakakaabala sa gasket contact surface at lumilikha ng isang daanan ng pagtagas; ang isang burr sa isang panloob na gilid ay maaaring lumipat sa cell stack. Ang pagkamit ng mga gilid na walang burr na tuluy-tuloy sa mass production ay nangangailangan ng tooling na pinapanatili sa mahigpit na clearance - karaniwang 5-8% ng kapal ng materyal para sa bakal, bahagyang mas malawak para sa aluminum - at regular na mga pagitan ng inspeksyon ng die na naka-calibrate sa dami ng produksyon.
Pagganap ng Pagse-sealing: Mga Kinakailangan sa IP67 at IP68
Kinakailangan ng IP67 na ang enclosure ay makatiis sa paglulubog sa hanggang isang metro ng tubig sa loob ng tatlumpung minuto nang walang pagpasok. Pinapalawak ito ng IP68 sa tuluy-tuloy na paglulubog sa lalim na napagkasunduan sa pagitan ng manufacturer at ng end user — karaniwang 1.5m sa loob ng 30 minuto sa mga automotive na application, kahit na ang mga EV OEM ay madalas na nagsasaad ng mas mahirap na mga kondisyon.
Ang pagkamit ng mga rating na ito mula sa isang nakatatak na takip ay nakasalalay sa tatlong salik: ang flatness ng sealing flange, ang surface finish ng groove o bead na kumakabit sa gasket, at ang dimensional consistency ng bolt-hole pattern na pumipilit sa seal. Ang isang flange flatness deviation na kahit na 0.1mm sa isang mahabang sealing run ay sapat na upang lumikha ng isang puwang na maaaring tumagos ang tubig sa ilalim ng presyon. Ito ang dahilan kung bakit ang dimensional tolerance sa sealing features ay mas mahigpit kaysa sa structural features — karaniwang ±0.01mm sa groove depth at sealing bead width.
Ang aming precision automotive at EV battery stamping parts ay ginawa gamit ang sealing groove geometry na na-validate laban sa mga detalye ng supplier ng gasket bago ma-finalize ang production tooling, na inaalis ang mga panganib sa compression-set at leak-path na nagmumula sa hindi pagkakatugma ng nominal-dimension na disenyo-to-nominal-dimension na tooling.
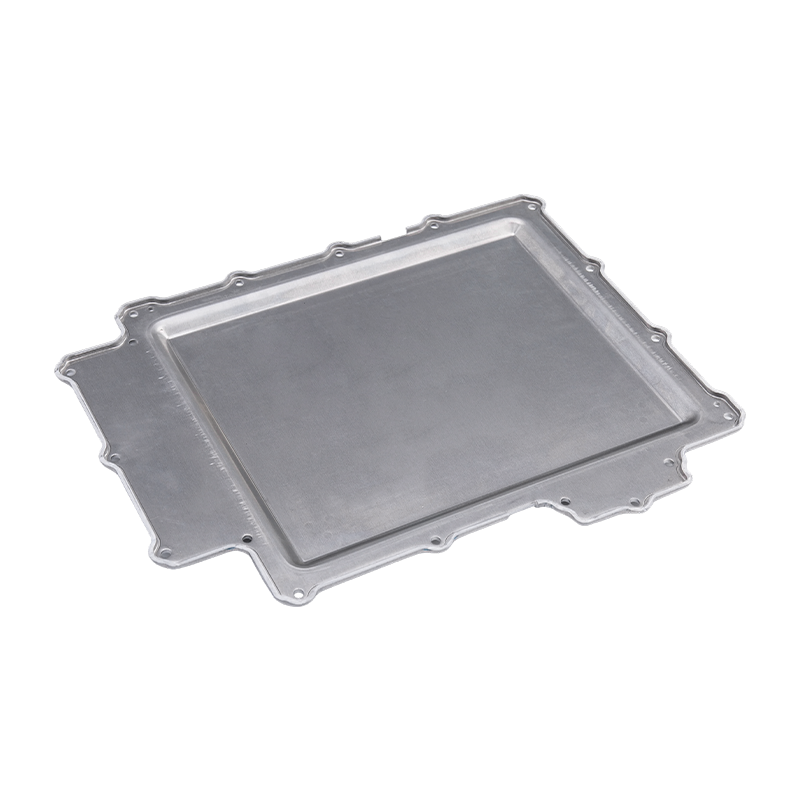
Ang aming Battery Cover Stamping Parts: Specification Overview
Ang aming battery cover stamping parts are precision-manufactured components designed for EV battery, industrial, and energy storage battery enclosures. Crafted from high-quality cold-rolled steel, aluminum alloys (3003/5052), or stainless steel, these deep-drawn parts undergo advanced stamping processes to ensure consistent dimensions and tight tolerances (±0.01mm – ±0.05mm), meeting the assembly requirements of different battery pack models.
Nagtatampok ang mga bahagi ng makinis na surface finish (Ra ≤ 0.8μm), na may zero burr tolerance at walang deformation, na epektibong nagpoprotekta sa mga core ng baterya mula sa alikabok, moisture, at panlabas na epekto habang nakakamit ang IP67/IP68 sealing integrity. Sinusuportahan nila ang tuluy-tuloy na pagsasama sa mga casing ng baterya at maaaring i-customize gamit ang pinagsamang mga mounting boss, sealing groove, butas, flanges, o bending structure batay sa mga partikular na pangangailangan sa pag-install, kabilang ang mga probisyon para sa mga high-voltage connector at cooling interface.
Na may mahusay na katatagan ng istruktura at paglaban sa kaagnasan, pinapahusay ng mga bahaging ito ng EV battery stamping ang pangkalahatang kaligtasan at tibay ng mga sistema ng baterya. Ang mga ito ay angkop para sa mass production (500K – 10M na bahagi/taon) , tinitiyak ang pagiging epektibo sa gastos at maaasahang supply para sa mga OEM at manufacturer ng baterya, na sinusuportahan ng sertipikasyon ng kalidad ng IATF 16949.
Pag-customize: Mga Boss, Grooves, Flanges, at Functional Interface
Walang dalawang disenyo ng battery pack ang nagbabahagi ng magkaparehong geometry ng cover. Ang mga platform ng EV ay naiiba sa format ng cell (cylindrical, prismatic, pouch), pag-aayos ng module, arkitektura ng pamamahala ng thermal, at pagpoposisyon ng connector — at ang bawat variation ay kumakalat sa disenyo ng pabalat bilang ibang kumbinasyon ng mga feature.
Ang pinakakaraniwang mga kinakailangan sa pagpapasadya ay nahahati sa limang kategorya. Mga mounting boss — mga nakataas na pad na may sinulid o mga butas sa clearance — hanapin ang takip sa housing ng baterya at ipamahagi ang clamping load palayo sa sealing interface. Pagtatatak ng mga uka dapat na tumugma sa lapad, lalim, at radius sa gasket o O-ring na detalye, na may sapat na higpit ng mga tolerance upang magarantiya ang tinukoy na compression ratio sa buong hanay ng produksyon. Mga ginupit at butas na butas para sa mga connector, vents, at sensors ay dapat na nakaposisyon na may kaugnayan sa sealing perimeter na may parehong katumpakan gaya ng mga tampok ng isinangkot ng takip sa housing. Mga flange at baluktot na istruktura magdagdag ng higpit, lumikha ng mga tampok sa paghahanap ng assembly, o bumuo ng mga attachment point para sa mga katabing module. Mga interface ng paglamig — mga recess o through-feature na nagkokonekta sa takip sa isang liquid cooling circuit — nangangailangan ng partikular na malapit na dimensional na kontrol upang matiyak na walang leak na koneksyon sa mga cooling manifold.
Lahat ng feature na ito ay makakamit sa loob ng deep-drawing at progressive-stamping na proseso. Ang kritikal na kinakailangan ay ang tooling ay idinisenyo mula sa simula nang may iniisip na mga pagpapaubaya sa produksyon, hindi ang mga nominal na dimensyon — dahil ang isang feature na geometrically correct sa isang 3D na modelo ngunit nagamit sa nominal na walang margin ng kakayahan sa proseso ay magbubunga ng mga pagtanggi sa sandaling ang mga kondisyon ng proseso ay naaanod.
Ang aming automotive at electric vehicle deep drawing die na mga kakayahan sa disenyo tiyaking na-engineered ang bawat custom na feature para sa katatagan ng produksyon mula sa unang pagsubok, na binabawasan ang mga ikot ng pag-ulit sa pagitan ng pag-apruba ng prototype at paglulunsad ng mass production.
Kakayahan sa Mass Production at Quality Assurance
Ang mga OEM ng baterya at Tier 1 na mga supplier ay nangangailangan ng higit sa isang bahagi na pumasa sa isang sample na inspeksyon. Kailangan nila ng supply chain na kayang maghatid 500,000 hanggang 10 milyon o higit pang mga bahagi bawat taon na may pare-parehong kalidad, nahuhulaang mga oras ng lead, at isang sistema ng pamamahala ng kalidad na bumubuo ng data na kailangan para suportahan ang mga pag-audit ng customer at mga pagsusumite ng regulasyon.
Ang sertipikasyon ng IATF 16949 ay ang pamantayan ng kalidad ng baseline para sa mga automotive supply chain. Ipinag-uutos nito na ang kontrol sa proseso ng istatistika, pagsusuri ng sistema ng pagsukat, at mga proseso ng pag-apruba ng bahagi ng produksyon ay nasa lugar at naidokumento — hindi lamang sa paglulunsad ng supplier, ngunit patuloy sa buong produksyon. Para sa partikular na stamping ng takip ng baterya, nangangahulugan ito na ang mga kritikal na dimensyon sa mga feature ng sealing, flange flatness, at posisyon ng butas ay sinusukat sa isang tinukoy na sampling plan para sa bawat production lot, na may mga resulta na na-trend at sinusuri laban sa mga limitasyon sa kontrol.
Sa dami ng produksyon na higit sa ilang daang libong bahagi bawat taon, nagiging mahalaga ang stamping automation para mapanatili ang pagkakapare-pareho. Ang teknolohiya ng servo-press ay nagbibigay-daan sa puwersa at posisyon na kontrolin sa bawat yugto ng stroke, na nagbabayad para sa pagkakaiba-iba ng kapal ng materyal at pagkasuot ng die sa paraang hindi magagawa ng mga fixed-speed mechanical presses. Ang aming kagamitan sa pag-stamping ng automation isinasama ang kontrol ng press, in-die sensing, at inspeksyon ng bahagi upang mapanatili ang dimensional na katatagan sa mahabang panahon ng produksyon nang hindi tumataas ang interbensyon ng operator.
Ang papasok na materyal na certification, mga ulat ng inspeksyon sa unang artikulo, mga ulat sa pagsukat ng dimensyon, at pag-verify sa surface finish ay ibinibigay bilang karaniwang dokumentasyon para sa bawat order ng produksyon — na nagbibigay sa mga koponan ng pagbili at kalidad ng mga talaan ng kakayahang masubaybayan na kailangan upang suportahan ang kanilang sariling mga pangako sa customer.
Pagiging kwalipikado sa Supplier ng Stamping na Cover ng Baterya: Ano ang Ibe-verify
Ang proseso ng kwalipikasyon ng supplier para sa mga bahagi ng stamping ng takip ng baterya ay dapat na higit pa sa isang sample na pagsusuri. Ito ang mga lugar na tumutukoy kung ang isang supplier ay maaaring mapanatili ang kalidad sa dami, hindi lamang gumawa ng mga katanggap-tanggap na sample.
Programa ng pagmamay-ari at pagpapanatili ng tool. Kumpirmahin kung sino ang nagmamay-ari ng production tooling at kung ano ang pagitan ng pag-aayos ng mamatay. Ang isang supplier na nagde-delay ng maintenance para ma-maximize ang press uptime sa kalaunan ay gagawa ng mga bahaging wala sa tolerance nang walang babala.
Kakayahang pagsukat sa mga tampok ng sealing. Humingi ng gauge R&R data sa sealing groove at flange flatness measurements. Ang isang sistema ng pagsukat na may higit sa 10% na pagkakaiba-iba na nauugnay sa tolerance band ay hindi mapagkakatiwalaang makilala ang pagsang-ayon mula sa mga bahaging hindi tumutugma.
Materyal na traceability. Ang aluminum at steel na grade-baterya ay dapat na masusubaybayan sa mill certificate. Para sa IATF-certified supply chain ito ay sapilitan; para sa mga non-automotive na application ito pa rin ang tanging paraan upang ma-verify na ang materyal ay nakakatugon sa tinukoy na haluang metal at init ng ulo.
Prototype-to-production transition process. Tutukuyin ng isang supplier na may dokumentadong proseso ng APQP (Advanced Product Quality Planning) ang mga potensyal na pagkabigo sa proseso bago putulin ang tooling ng produksyon — binabawasan ang panganib ng pagkaantala sa paglulunsad na dulot ng isyu sa disenyo para sa pagmamanupaktura na nakikita mula sa pagguhit ngunit hindi kailanman lumaki.
Para sa mga OEM ng baterya at mga tagagawa na sinusuri ang mga kasosyo sa stamping, ang aming custom stamping development at mga serbisyo sa kwalipikasyon ay nakabalangkas nang eksakto sa mga kinakailangang ito — mula sa paunang pagsusuri sa DFM hanggang sa pagsusumite ng PPAP at sa steady-state na produksyon.
Nakaraang Post
High-Hardness Alloy Steel sa Stamping Dies
Susunod na Post
Mga Bahagi ng Metal Stamping para sa Mga Kagamitan sa Bahay: Mga Materyales, Precision at Custom na Solusyon
Ang aming Mga produkto.
Simulan ang Iyong Negosyo sa isang OEM Manufacturer Dito mismo!
Magbigay ng mga pandaigdigang customer ng kumpletong turn-key na solusyon
sa pamamagitan ng
pagbabago!
MABILIS NA LINK
IMPORMASYON SA CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Copyright © Suzhou Shuangqisi Mould Equipment Co., Ltd. Lahat ng Karapatan ay Nakalaan. Custom Stamping Die Mga Tagagawa ng Metal Stamping Die
