-
Mga bahagi ng panlililak sa dulo ng tangke ng gas
Ang mga bahagi ng panlililak sa dulo ng tangke ...
-
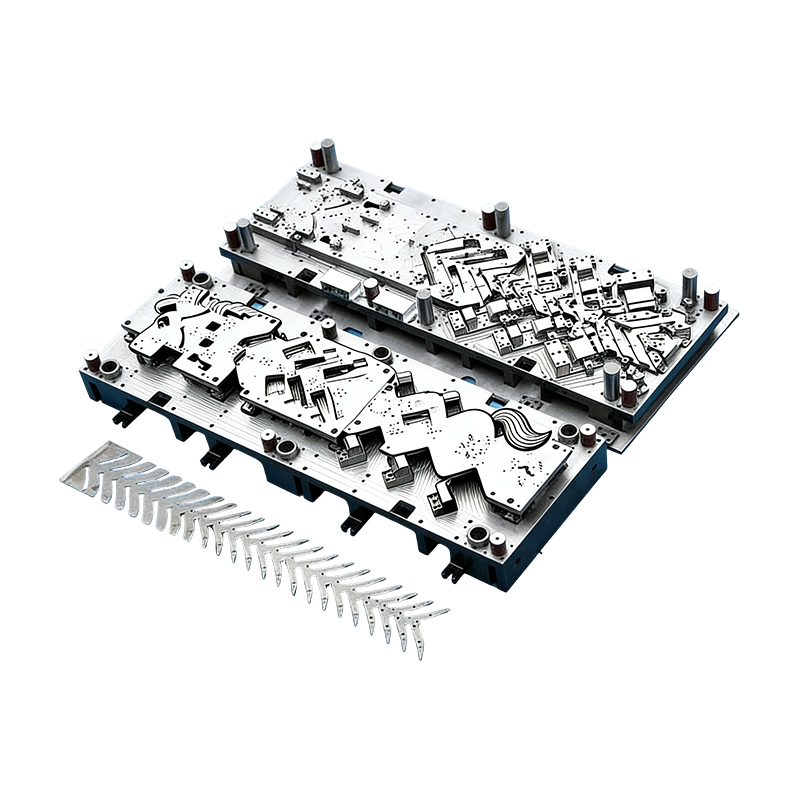
Mga progresibong hulma para sa mga bahagi ng sasakyan
Ang Continuous mold na ito para sa automotive m...
-
Mga bahagi ng panlililak sa laptop
Ang aming mga piyesa ng panlililak sa laptop ay...
-
Mga bahagi ng high-end na panlililak sa oven
Ang aming High-end na oven stamping parts ay pr...
-
Mga bahagi ng panlililak sa upuan ng kotse
Ang mga bahagi ng panlililak sa upuan ng kotse ...
-
Mga bahagi ng panlililak sa takip ng baterya
Ang aming Battery cover stamping parts ay preci...
Balita sa Industriya
Bahay / Balita / Balita sa Industriya / Mula sa Mga Panel ng Katawan hanggang sa Mga Casing ng Baterya: Namatay ang Engineering sa Likod ng Automotive Deep Drawing
Mula sa Mga Panel ng Katawan hanggang sa Mga Casing ng Baterya: Namatay ang Engineering sa Likod ng Automotive Deep Drawing
2026-04-21
Ano ang Automotive Stamping Dies at Paano Ito Gumagana
Namatay ang automotive stamping ay mga precision tooling system na ginagamit upang hubugin ang mga flat metal sheet sa kumplikadong three-dimensional na mga bahagi sa pamamagitan ng kinokontrol na plastic deformation. Sa iba't ibang uri, namatay ang pagguhit at namatay ang malalim na pagguhit ay ang pinaka-kritikal para sa paggawa ng guwang o hugis-cup na mga bahagi — mula sa mga panlabas na panel at hood ng pinto hanggang sa mga enclosure ng baterya at mga structural reinforcement.
Gumagana ang proseso ng malalim na pagguhit sa pamamagitan ng pagpindot sa isang flat metal na blangko sa isang mamatay cavity gamit ang isang suntok, habang ang isang blangko na may hawak ay naglalapat ng kontroladong puwersa upang gabayan ang daloy ng metal at maiwasan ang mga depekto. Hindi tulad ng mababaw na pagbubuo, ang malalim na pagguhit ay nakakamit ng isang ratio ng pagguhit - ang ratio ng blangko na lapad sa diameter ng suntok - na karaniwang lumalampas sa 2.5:1, na nagbibigay-daan sa paggawa ng mas malalalim na bahagi na nauugnay sa kanilang lapad. Ang kakayahang ito ay mahalaga para sa mga automotive na application kung saan ang kumplikadong geometry at integridad ng istruktura ay dapat magkakasamang mabuhay.
Karaniwang may kasamang apat na pangunahing bahagi ang kumpletong die assembly:
- Ang suntok , na pisikal na nagpapa-deform sa metal na blangko pababa sa cavity
- Ang die (babaeng amag), na tumutukoy sa panlabas na hugis at sukat ng nabuong bahagi
- Ang blangko ang hawak , na nagbibigay ng adjustable pressure sa sheet metal flange upang pamahalaan ang daloy ng materyal
- Ang set ng mamatay (base at guide assembly), na nagsisiguro ng tumpak na pagkakahanay at repeatability sa buong production cycle
Magkasama, ang mga bahaging ito ay dapat na ma-engineered na may mga antas ng tolerance na karaniwang gaganapin sa ±0.02mm , na tinitiyak ang katumpakan ng dimensyon sa mga pagpapatakbo ng produksyon na may mataas na dami na maaaring umabot sa daan-daang libong bahagi bawat taon.
Pangunahing Pamantayan sa Disenyo para sa High-Performance Deep Drawing Dies
Ang pagdidisenyo ng epektibong namatay ang malalim na pagguhit para sa automotive na paggamit ay nangangailangan ng pagbabalanse ng maraming nakikipagkumpitensyang pangangailangan sa engineering. Ang hindi magandang disenyo ay humahantong sa pag-crack, wrinkling, springback, o napaaga na pagkasira ng tool — lahat ng ito ay direktang nagpapataas ng mga gastos sa produksyon at downtime. Ang mga sumusunod na parameter ay mahalaga sa pagkamit ng pare-pareho, walang depekto na output.
Blangkong Kontrol ng Puwersa ng Mayhawak
Ang Blank holder force (BHF) ay isa sa mga pinaka-maimpluwensyang variable sa malalim na proseso ng pagguhit. Ang hindi sapat na BHF ay nagiging sanhi ng sheet metal na buckle at kulubot habang ito ay dumadaloy papasok; pinipigilan ng labis na BHF ang daloy ng materyal at humahantong sa pagkapunit o pag-crack sa radius ng suntok. Modernoo namatay ang automotive stamping gumamit ng hydraulic o servo-controlled na mga blank holder na may kakayahang dynamic na mag-adjust ng pressure sa buong stroke cycle — kadalasang nag-iiba mula 20% hanggang 80% ng maximum na puwersa depende sa lalim ng pagbuo at uri ng materyal.
Surface Finish at Friction Reduction
Ang mga die surface na nakakadikit sa metal sheet ay dapat makamit ang isang ultra-smooth finish upang mabawasan ang friction-induced thinning at galling. Mga pamantayan sa industriya para sa mataas na pagganap deep namatay ang pagguhit nangangailangan ng kagaspangan sa ibabaw ng Ra ≤ 0.05μm , nakakamit sa pamamagitan ng pag-polish, hard chrome plating, o physical vapor deposition (PVD) coatings gaya ng TiCN o DLC (diamond-like carbon). Ang mga coatings na ito ay makabuluhang nagpapalawak din ng buhay ng tool, na binabawasan ang mga agwat ng pagpapalit sa mga kapaligiran ng mass production.
Arkitektura ng Modular Tooling
Ang mga modular na istruktura ng die ay nagbibigay-daan sa mga indibidwal na bahagi — gaya ng mga suntok, pagsingit, o mga blangkong bahagi ng holder — na palitan nang independiyente sa halip na nangangailangan ng buong pagpapalit ng die. Para sa mga automotive OEM na nagpapatakbo ng maraming variant ng modelo sa mga shared platform, binabawasan ng modularity ang puhunan ng tooling ng 25–40% at pinapaikli ang oras ng pagbabago mula oras hanggang minuto. Pinapasimple din ng diskarte sa disenyo na ito ang pag-iskedyul ng pagpapanatili at nagbibigay-daan sa mas mabilis na pagbagay sa mga engineering change order (ECOs).
Mga Application sa Tradisyunal na Sasakyan kumpara sa Mga Sasakyang De-kuryente
Bagama't nananatiling pare-pareho ang pangunahing mekanika ng malalim na pagguhit, ang mga partikular na kinakailangan para sa mga tradisyunal na sasakyan at mga de-kuryenteng sasakyan (EVs) ay malaki ang pagkakaiba — nagpapakita ng mga pagkakaiba sa mga materyales, geometries, at mga priyoridad sa istruktura.
| Parameter | Mga Tradisyunal na Sasakyan | Mga Sasakyang de-kuryente |
|---|---|---|
| Pangunahing materyales | Banayad na bakal, HSLA na bakal | Aluminyo haluang metal, magnesiyo-aluminyo haluang metal |
| Karaniwang ratio ng pagguhit | 1.8:1 – 2.2:1 | 2.5:1 at mas mataas |
| Mga pangunahing nabuong bahagi | Mga panel ng pinto, hood, trunk lids | Mga casing ng baterya, mga housing ng motor, mga tray sa sahig |
| Kinakailangan ang pagpaparaya | ±0.05mm (mga panel ng katawan) | ±0.02mm (baterya enclosures) |
| Mamatay na hamon sa materyal | Magsuot ng resistensya para sa pagbuo ng bakal | Pag-iwas sa Galling na may malambot na haluang metal |
Para sa mga application na partikular sa EV, namatay ang pagguhit idinisenyo para sa magnesium-aluminum alloy na mga casing ng baterya ay nahaharap sa mga natatanging hamon. Ang mga magaan na haluang ito ay may mas mababang ductility kaysa sa bakal at mas madaling kapitan ng springback at surface scoring. Ang mga dies para sa mga bahaging ito ay karaniwang inengineered gamit ang heated tooling (mainit na nabubuo sa 200–300°C) upang mapabuti ang daloy ng materyal, kasama ang mga dalubhasang lubricant delivery channel na isinama sa die structure upang mapanatili ang pare-parehong kondisyon ng friction sa mahabang panahon ng produksyon.
Simulation Technologies at Intelligent Monitoring sa Die Engineering
Modern namatay ang automotive stamping ay binuo kasabay ng mga advanced na platform ng simulation bago magawa ang anumang pisikal na tool. Ang software ng Finite element analysis (FEA) — kabilang ang mga tool tulad ng AutoForm, Pam-Stamp, at LS-DYNA — ay nagbibigay-daan sa mga inhinyero na halos gayahin ang buong proseso ng pagbubuo, paghula ng pagnipis na pamamahagi, mga wrinkling risk zone, springback magnitude, at blank holder pressure na kinakailangan na may mataas na katumpakan.
Kasama sa isang tipikal na simulation workflow para sa isang kumplikadong deep drawn component ang:
- Input ng katangian ng materyal — lakas ng ani, n-value (strain hardening exponent), r-value (plastic anisotropy ratio) para sa partikular na haluang metal at init ng ulo
- Pagbubuo ng pagsusuri ng limit diagram (FLD). — pagtukoy ng ligtas, marginal, at failure zone sa loob ng nabuong bahagi
- Pagmomodelo ng kabayaran sa springback — paghula ng elastic recovery at pre-compensating die geometry upang makamit ang huling hugis ng net
- Die tryout virtual na pag-ulit — binabawasan ang mga pisikal na siklo ng pagsubok mula 10–15 hanggang mas mababa sa 5 bawat bahagi, na nakakatipid ng malaking oras at materyal na gastos
Higit pa sa disenyo, ang mga intelligent monitoring system ay lalong naka-embed sa loob ng produksyon deep namatay ang pagguhit kanilang sarili. Sinusukat ng mga piezoelectric force sensor ang real-time na blank holder force distribution, habang ang mga acoustic emission sensor ay nakakakita ng mga maagang senyales ng galling o pag-crack ng materyal bago magawa ang mga may sira na bahagi. Ang data mula sa mga sensor na ito ay nag-feed sa mga manufacturing execution system (MES), na nagpapagana ng closed-loop na kontrol sa proseso na dynamic na nagsasaayos ng mga parameter ng press — pinapanatili ang dimensional na katatagan kahit na ang mga katangian ng materyal na batch ay nag-iiba sa pagitan ng mga coil lot.
Pagpili ng Materyal at Paggamot sa Ibabaw para sa Mahabang Buhay ng Tool
Ang buhay ng serbisyo ng namatay ang pagguhit sa mataas na dami ng automotive production ay isang kritikal na pang-ekonomiyang kadahilanan. Ang isang tipikal na body panel die set ay maaaring inaasahan na makagawa ng 500,000 hanggang 1,000,000 na bahagi bago nangangailangan ng malaking pagsasaayos. Ang pagkamit nito ay nangangailangan ng maingat na pagpili ng mga die na materyales at mga pang-ibabaw na paggamot na tumugma sa materyal ng workpiece at dami ng produksyon.
Ang mga karaniwang die na materyales na ginagamit sa automotive stamping ay kinabibilangan ng:
- ductile cast iron (GGG70L) — cost-effective para sa low-to-medium volume na namamatay, magandang machinability ngunit mas mababang tigas (58–62 HRC pagkatapos ng paggamot)
- Tool steel (D2, DC53) — mas mataas na tigas at wear resistance, mas gusto para sa high-volume steel forming dies
- Mga pagsingit ng karbida — inilapat sa mga high-wear contact zone gaya ng die radii at draw beads, nagpapahaba ng lokal na buhay ng serbisyo ng 3–5× kumpara sa tool steel lamang
- Mga haluang metal na tanso ng aluminyo — ginagamit para sa mga dies na bumubuo ng aluminum o magnesium workpieces, na pumipigil sa pagkirot dahil sa hindi magkatulad na pagpapares ng materyal
Ang mga pang-ibabaw na paggamot na inilapat pagkatapos ng machining at heat treatment ay higit na nagpapahusay sa pagganap. Pinapataas ng nitriding ang katigasan ng ibabaw hanggang 70 HRC habang pinapanatili ang tibay ng core. Ang PVD coatings gaya ng TiAlN ay nag-aalok ng hardness na lampas sa 3,000 HV at binabawasan ang friction coefficient mula ~0.15 hanggang sa ibaba 0.05 — direktang nagsasalin sa pinababang pagnipis sa mga magaan na bahagi ng EV kung saan ang pagkakapareho ng kapal ng pader ay kritikal para sa sealing ng casing ng baterya at pagganap ng istruktura.
Pag-aangkop sa Automotive Stamping Dies para sa Lightweighting at High-Strength Trends
Ang mabilis na pagbabago ng industriya ng sasakyan tungo sa lightweighting — na hinihimok ng parehong kahusayan sa hanay ng EV at mga regulasyon sa paglabas — sa panimula ay muling hinuhubog ang mga hinihinging inilagay sa namatay ang automotive stamping . Ang mga advanced na high-strength steels (AHSS) na may tensile strengths na higit sa 1,000 MPa, gayundin ang 6xxx at 7xxx series na aluminum alloys, ay lalong pinapalitan ang conventional mild steel sa mga structural application. Ang mga materyales na ito ay nangangailangan ng mas mataas na puwersa sa pagbuo, mas tumpak na kontrol ng BHF, at pinahusay na mga diskarte sa kompensasyon ng springback kumpara sa mga nauna sa kanila.
Para sa mga tagagawa na nagsusuplay ng mga namatay sa umuusbong na merkado na ito, ang tugon ay multi-directional. Ang mga die na istraktura ay muling idinisenyo nang may mas mataas na tigas upang mapaglabanan ang tumaas na mga pag-load ng pagbuo nang walang mga error sa dimensyon na dulot ng pagpapalihis. Ang mga channel ng pagpapalamig at pag-init ay isinasama sa mga die body upang paganahin ang mainit o mainit na pagbuo ng aluminyo at boron na bakal. At ang simulation-driven na mga proseso ng tryout ay nagpi-compress sa mga timeline ng development kahit na tumataas ang pagiging kumplikado ng bahagi.
Sa huli, deep namatay ang pagguhit para sa mga susunod na henerasyong bahagi ng automotive at EV ay dapat na magkasabay na maghatid ng mas mahigpit na pagpapaubaya, mas mahabang buhay ng serbisyo, mas mabilis na pag-setup, at pagiging tugma sa mas malawak na hanay ng mga advanced na materyales. Ang pagkamit ng balanseng ito ay nangangailangan ng pinagsama-samang diskarte sa engineering — pinagsasama ang precision na pagmamanupaktura, mga advanced na coatings, real-time na pagsubaybay sa proseso, at materyal na kadalubhasaan sa agham — na nagpoposisyon sa deep drawing die na teknolohiya bilang isang pangunahing enabler ng pagbabago ng industriya ng automotive.

Nakaraang Post
Mga Bahagi ng Metal Stamping: Mga Uri at Aplikasyon
Susunod na Post
Bakit Pinapalitan ng Aluminum Alloy ang Bakal sa Mga Electronic Stamping Parts?
Ang aming Mga produkto.
Simulan ang Iyong Negosyo sa isang OEM Manufacturer Dito mismo!
Magbigay ng mga pandaigdigang customer ng kumpletong turn-key na solusyon
sa pamamagitan ng
pagbabago!
MABILIS NA LINK
IMPORMASYON SA CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Copyright © Suzhou Shuangqisi Mould Equipment Co., Ltd. Lahat ng Karapatan ay Nakalaan. Custom Stamping Die Mga Tagagawa ng Metal Stamping Die
