-
High-end na malalaking computer stamping parts
Ang aming mga high-end na malalaking computer s...
-
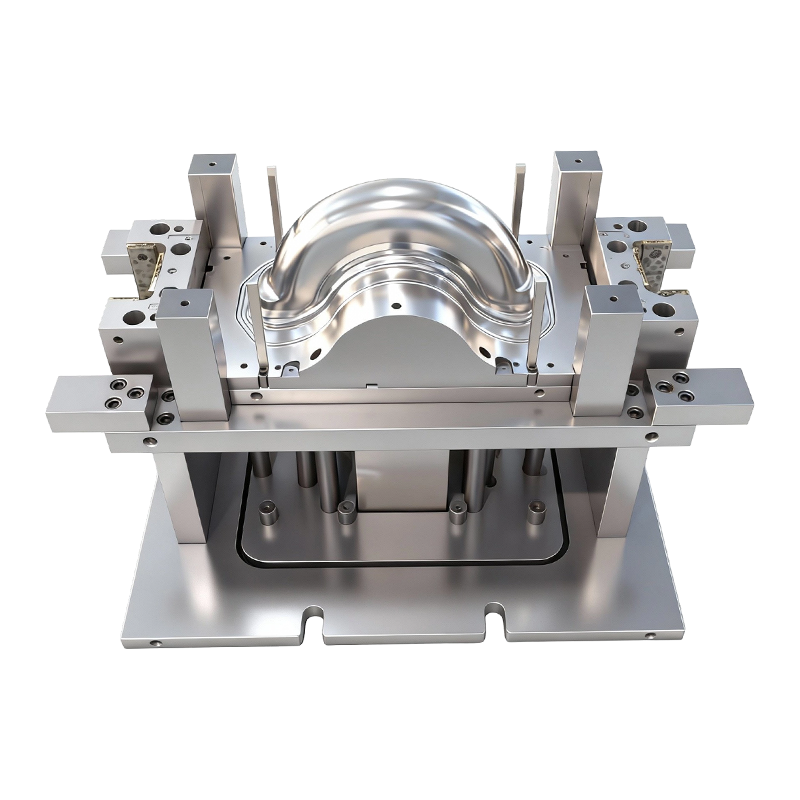
Malalim na pagguhit ng amag para sa harap at likurang mga gulong ng dalawang gulong na de-kuryenteng sasakyan
Ang Deep drawing mold na ito para sa harap at l...
-
Mga bahagi ng high-end na panlililak sa oven
Ang aming High-end na oven stamping parts ay pr...
-
Maliit na naselyohang bahagi para sa mga laptop at mobile phone
Bilang mahahalagang panloob na bahagi para sa m...
-
Mga progresibong hulma para sa mga bahagi ng sasakyan
Ang Continuous mold na ito para sa automotive m...
-
Awtomatikong riveting mol para sa malaking computer machine base
Ang Automatic Riveting Mould na ito para sa Mal...
Balita sa Industriya
Bahay / Balita / Balita sa Industriya / Magaan, High-Precision: Ang Deep Drawing Die Strategies na Nagtutulak sa EV Body Panel Innovation
Magaan, High-Precision: Ang Deep Drawing Die Strategies na Nagtutulak sa EV Body Panel Innovation
2026-05-07
Ano ang Pinagkaiba ng Automotive Deep Drawing Dies sa Standard Tooling
Ang mga namatay ang malalim na pagguhit na ginagamit sa pagmamanupaktura ng sasakyan at de-koryenteng sasakyan ay hindi maaaring palitan ng general-purpose sheet metal tooling. Ang mga ito ay purpose-engineered system na binubuo ng apat na pangunahing bahagi — mga suntok, dies, blank holder, at die set — bawat isa ay na-optimize upang gumana sa konsiyerto sa ilalim ng matinding pagbuo ng mga load. Sa isang tipikal na automotive stamping press, ang suntok ay bumababa sa die cavity habang ang blank holder ay naglalapat ng kontroladong pababang presyon sa sheet flange, na ginagabayan ang daloy ng metal sa lukab nang hindi kumukunot o napunit. Ang die set ay nagbibigay ng matibay na structural frame na nagpapanatili ng pagkakahanay sa ilalim ng cyclic load na maaaring lumampas sa ilang daang tonelada bawat stroke.
Ano ang pagkakaiba ng automotive-grade namatay ang malalim na pagguhit ay ang precision tolerance na hinihingi sa buong tool. Karaniwang pinanghahawakan ang katumpakan ng dimensyon ±0.02 mm sa mga kritikal na nabubuong ibabaw, isang kinakailangan na hinihimok ng katotohanan na ang mga pinagsama-samang paglihis sa isang panel ng katawan - isang panlabas na panel ng pinto, halimbawa - ay direktang nagsasalin sa mga nakikitang mga depekto sa ibabaw o mga puwang ng pagpupulong na nakakaapekto sa parehong aesthetics at structural fit. Ang surface finish sa punch at die radii ay pare-parehong kritikal: isang Ra value ng ≤0.05 μm (malapit sa kalidad ng salamin) pinapaliit ang pagnipis at pagmamarka na dulot ng friction, lalo na kapag nagpoproseso ng mga haluang metal na may mataas na lakas o magaan.
Aluminum Alloy Para samability at ang Papel ng Aluminum Melting Point sa Disenyo ng Proseso
Aluminyo haluang metal ay naging nangingibabaw na magaan na materyal para sa parehong tradisyonal na automotive body panels at EV structural component, na hinihimok ng paborableng strength-to-weight ratio, corrosion resistance, at recyclability. Gayunpaman, ang aluminyo ay nagpapakita ng mga natatanging hamon sa malalim na pagguhit na direktang nauugnay sa mga materyal na katangian nito — kabilang ang thermal behavior nito na nauugnay sa punto ng pagkatunaw ng aluminyo .
Ang purong aluminyo ay natutunaw sa humigit-kumulang 660 °C , ngunit ang mga aluminyo na haluang metal na ginagamit sa automotive stamping — pangunahin ang 5xxx (Al-Mg) at 6xxx (Al-Mg-Si) series — ay may mga melting range na nagsisimula nang bahagyang mas mababa depende sa komposisyon ng haluang metal. Bagama't ang mismong aluminum melting point ay hindi direktang naaabot sa panahon ng cold stamping, ito ay lubos na nauugnay sa dalawang katabi ng proseso: warm forming at die cooling management. Sa mainit na pagbubuo ng aluminyo, ang mga blangko ay pinainit hanggang 200–300 °C (isang maingat na piniling bahagi ng punto ng pagkatunaw) upang mapataas ang ductility at bawasan ang springback, na nagbibigay-daan sa paggawa ng mga kumplikadong geometries na mabibitak sa ilalim ng mga kondisyong bumubuo ng ambient-temperature. Dapat isaalang-alang ng mga die designer ang thermal expansion sa mga temperaturang ito, muling pag-calibrate ng mga clearance at mga parameter ng blank holder force nang naaayon.
Kahit na sa kumbensyonal na malamig na malalim na pagguhit, ang frictional heat na nabuo sa punch-blank at die-blank na mga interface ay maaaring makapagpataas nang malaki sa mga lokal na temperatura sa ibabaw. Para sa mga aluminyo na haluang metal, na medyo mababa ang punto ng pagkatunaw kumpara sa bakal, ang sobrang localized na pag-init ay nagpapabilis ng pag-aalsa — ang malagkit na paglipat ng aluminyo sa mga ibabaw ng die — na nagpapababa ng surface finish, nagpapataas ng pwersa ng pagbuo, at nagpapaikli sa buhay ng tool. Ginagawa nitong ang diskarte sa pagpapadulas at pagpili ng die surface coating na lalong mahalaga kapag pinoproseso aluminyo haluang metal mga sheet.
Mga Karaniwang Automotive Aluminum Alloys at ang Kanilang Mga Katangian sa Pagbubuo
| Alloy Series | Karaniwang Marka | Saklaw ng Pagkatunaw (°C) | Key Application |
|---|---|---|---|
| 5xxx (Al-Mg) | 5052, 5182 | 607–649 | Mga panloob na hood, panloob na pinto, mga enclosure ng EV |
| 6xxx (Al-Mg-Si) | 6016, 6111 | 610–655 | Panlabas na mga panel ng katawan, mga pagsasara ng istruktura |
| Mg-Al (Magnesium-Aluminum) | AZ31, AM60 | 470–630 | Mga casing ng baterya ng EV, mga panel ng instrumento |
EV-Specific Die Design: Deep Drawing Ratio, Battery Casings, at Lightweighting
Ang pagmamanupaktura ng de-koryenteng sasakyan ay naglalagay ng mga pangangailangan sa malalim na pagguhit ng mga dies na higit pa sa kinakailangan ng tradisyunal na automotive stamping. Ang pinaka-hinihingi sa teknikal na aplikasyon ay ang pagbuo ng magnesium-aluminyo haluang metal na mga casing ng baterya — malaki, malalim, kumplikadong istruktura na mga enclosure na nagpoprotekta sa mga array cell ng baterya habang nag-aambag sa kabuuang badyet ng timbang ng sasakyan. Ang mga sangkap na ito ay nangangailangan malalim na mga ratio ng pagguhit na lumampas sa 2.5:1 (ang ratio ng blangko na diameter sa punch diameter), na nagtutulak sa materyal sa mga limitasyon ng ductility nito at nangangailangan ng pambihirang die engineering upang maiwasan ang pag-crack ng flange o labis na pagnipis ng dingding.
Ang pag-minimize ng pagnipis ng materyal sa kabuuan ng iginuhit na pader ay kritikal para sa mga casing ng baterya dahil ang pagkakapareho ng kapal ng pader ay direktang nakakaapekto sa higpit ng istruktura at pagganap ng pag-crash. Tinutugunan ito ng mga die designer sa pamamagitan ng ilang magkakaugnay na estratehiya: pag-optimize ng punch nose radius para mas pantay-pantay na ipamahagi ang strain, pagpapatupad ng mga profile ng variable blank holder force (BHF) na unti-unting nagpapataas ng pressure habang tumataas ang lalim ng draw, at paglalapat ng mga multi-stage na pagkakasunud-sunod ng pagguhit para sa partikular na malalim na geometries kaysa sa pagtatangka sa pagbuo ng single-operation.
Ang paglipat patungo sa lightweighting ay nagtulak din sa pag-aampon ng mga modular die structure sa mga EV program. Sa halip na machining ang monolithic die block, ang mga modular na disenyo ay gumagamit ng mga mapagpapalit na pagsingit para sa mga high-wear zone gaya ng die entry radii at punch corner. Binabawasan ng diskarteng ito ang gastos ng tool sa bawat programa ng sasakyan ng 20–35% sa mga sitwasyong may mataas na volume, dahil ang mga pagod na insert ay maaaring palitan nang hindi tinatanggal ang buong set ng die. Ang mga modular dies ay nagbibigay-daan din sa mas mabilis na pag-adapt kapag nagaganap ang mga pag-uulit ng disenyo sa panahon ng cycle ng pag-develop ng EV, na malamang na gumagalaw nang mas mabilis kaysa sa tradisyonal na mga programang automotive.
Blank Holder Force Control: Pag-iwas sa Wrinkling at Cracking Sabay-sabay
Ang blangko na puwersa ng may hawak ay ang nag-iisang pinaka-maimpluwensyang variable ng proseso sa malalim na pagguhit, at ang wastong pagkakalibrate nito ang naghihiwalay sa isang matatag na proseso ng produksyon mula sa isang madaling ma-scrap. Ang masyadong maliit na BHF ay nagbibigay-daan sa flange na buckle sa ilalim ng compressive circumferential stress, na gumagawa ng mga wrinkles na hindi maaaring ma-flatten sa mga susunod na operasyon. Masyadong maraming BHF ang pumipigil sa pag-agos ng metal papunta sa die cavity, na nagdudulot ng tensile fracture sa dingding — kadalasan sa punch radius, kung saan ang materyal ay pinakamanipis.
For aluminyo haluang metal sheet, ang katanggap-tanggap na BHF window ay mas makitid kaysa sa low-carbon steel dahil ang aluminyo ay may mas mababang strain hardening exponent at mas sensitibo sa localized thinning. Makabagong sasakyan namatay ang malalim na pagguhit tugunan ito gamit ang hydraulic o servo-controlled na mga blank holder na maaaring dynamic na mag-adjust ng pressure sa real time batay sa feedback mula sa mga load cell na naka-embed sa die structure. Ang closed-loop na kontrol na ito ay lalong mahalaga kapag gumuhit ng mga bahagi ng magnesium-aluminum alloy sa mataas na temperatura, kung saan patuloy na nagbabago ang stress ng daloy ng materyal habang lumalamig ang blangko sa panahon ng stroke.
Dapat na balanse ang mga sumusunod na salik kapag nagtatakda ng mga blangkong parameter ng may hawak para sa isang bagong operasyon ng malalim na pagguhit:
- Lakas at pagpahaba ng ani ng materyal: Ang mga haluang metal na may mas mataas na lakas ay nangangailangan ng mas malaking BHF upang maiwasan ang pagkunot ngunit kasabay nito ay mas madaling maapektuhan ng pag-crack, na nangangailangan ng mas mahigpit na kontrol sa bandwidth.
- Blangkong geometry at lalim ng pagguhit: Non-circular blanks — karaniwan sa door panel at battery casing applications — bumuo ng hindi pare-parehong flange stress distributions, na nangangailangan ng segmented o variable-geometry blank holder.
- Kapal ng lubrication film: Ang mga mas makapal na lubricant film ay nagbabawas ng friction at nagpapababa sa BHF na kinakailangan upang maiwasan ang pag-aalsa, ngunit ang labis na pagpapadulas ay maaaring magdulot ng hydroplaning effect na nakakapagpapahina sa daloy ng metal.
- Pindutin ang bilis ng stroke: Ang mas mataas na bilis ng stamping ay nagpapataas ng mga strain rate, na nakakaapekto sa flow stress ng aluminyo at nagpapaliit sa ligtas na hanay ng BHF — isang kritikal na pagsasaalang-alang kapag lumilipat mula sa prototype hanggang sa mass production press lines.
Simulation-Driven Die Development at Intelligent Monitoring sa Mass Production
Ang modernong automotive die development ay hindi na umaasa sa pisikal na pagsubok lamang. Finite element analysis (FEA)-based forming simulation — gamit ang mga software platform gaya ng AutoForm o Dynaform — ay nagbibigay-daan sa mga die engineer na halos subukan ang pagbuo ng mga kondisyon bago maputol ang isang piraso ng tool steel. Tumpak na hinuhulaan ng simulation ang thinning distribution, wrinkle risk zones, springback magnitude, at forming force requirements, na nagbibigay-daan sa mga designer na i-optimize ang punch geometry, die entry radii, at BHF profile sa computation. Para sa aluminyo haluang metal mga bahagi na may kumplikadong kurbada, maaaring bawasan ng simulation ang mga pisikal na pag-ulit ng tryout ng 40–60%, pag-compress nang malaki sa mga timeline ng die development.
Kapag ang mga namatay ay pumasok sa mass production, ang mga intelligent monitoring system ay nagpapanatili ng katatagan ng proseso sa libu-libong stroke bawat shift. Nakikita ng mga acoustic emission sensor ang pagsisimula ng galling o surface scoring bago ito makita. Ang mga strain gauge array sa die structure na track ay bumubuo ng puwersa sa real time, na nagba-flag ng mga deviation na nagpapahiwatig ng blangko na pagkakaiba-iba ng materyal o pagkasira ng lubricant. Ang mga sistema ng paningin ay nagsasagawa ng 100% optical na inspeksyon ng mga iginuhit na bahagi kaagad pagkatapos ng pagbuga, sinusukat ang mga kritikal na dimensyon laban sa mga halaga ng CAD na nominal at awtomatikong nagba-flag ng mga bahaging wala sa tiyaga para alisin bago sila umabot sa downstream na pagpupulong.
Ang pagsasamang ito ng simulation at in-press na pagsubaybay ay sumasalamin sa isang mas malawak na paglipat ng industriya: deep drawing dies ay hindi na passive tooling ngunit mga aktibong bahagi ng isang data-driven na sistema ng pagmamanupaktura. Para sa mga automotive at EV manufacturer na nakatuon sa zero-defect na mga target sa produksyon, ang pamumuhunan sa simulation-validated die designs at sensor-equipped production tooling ay hindi isang premium na opsyon — ito ay isang mapagkumpitensyang baseline na kinakailangan habang pinabilis ng industriya ang paglipat nito patungo sa lightweighting na may advanced aluminyo haluang metal materyales.

Nakaraang Post
Car Seat Stamping Parts: Quality & Fit Guide
Susunod na Post
Mga Bahagi ng Metal Stamping: Mga Uri at Aplikasyon
Ang aming Mga produkto.
Simulan ang Iyong Negosyo sa isang OEM Manufacturer Dito mismo!
Magbigay ng mga pandaigdigang customer ng kumpletong turn-key na solusyon
sa pamamagitan ng
pagbabago!
MABILIS NA LINK
IMPORMASYON SA CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Copyright © Suzhou Shuangqisi Mould Equipment Co., Ltd. Lahat ng Karapatan ay Nakalaan. Custom Stamping Die Mga Tagagawa ng Metal Stamping Die
