-
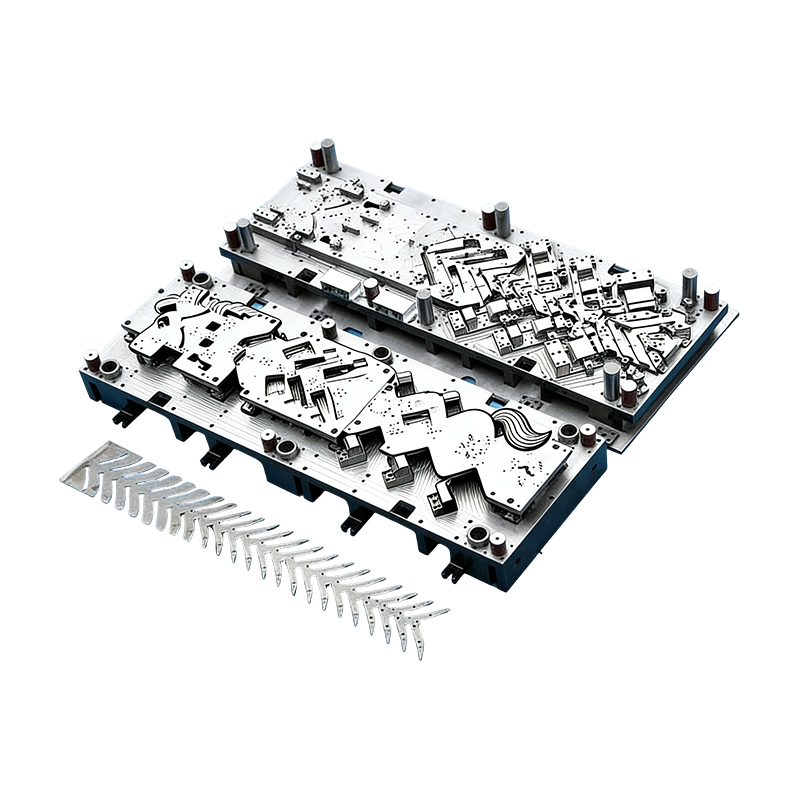
Mga progresibong hulma para sa mga bahagi ng sasakyan
Ang Continuous mold na ito para sa automotive m...
-
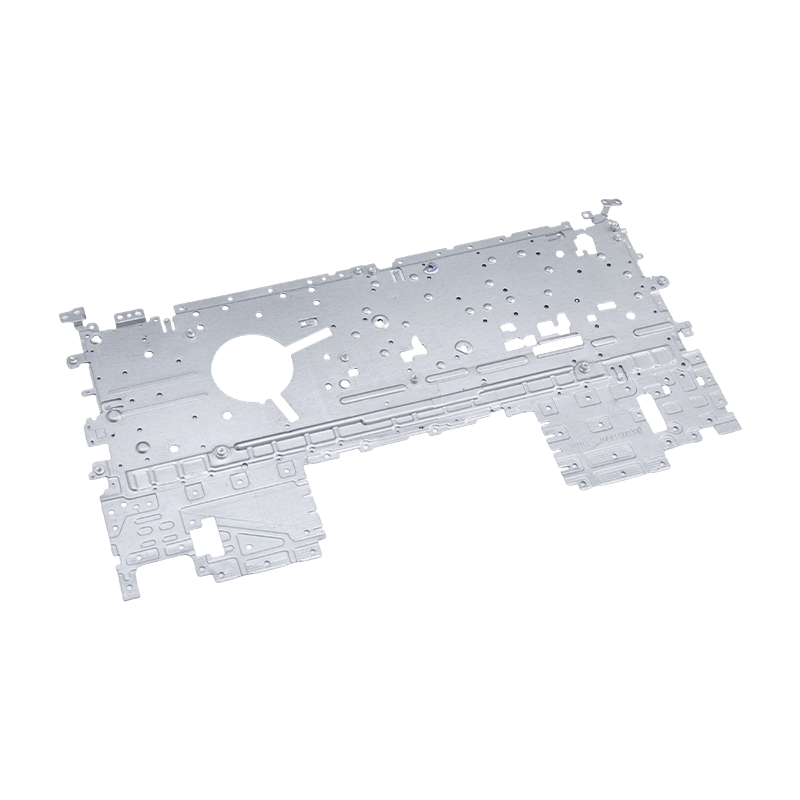
Mga bahagi ng panlililak sa laptop
Ang aming mga piyesa ng panlililak sa laptop ay...
-
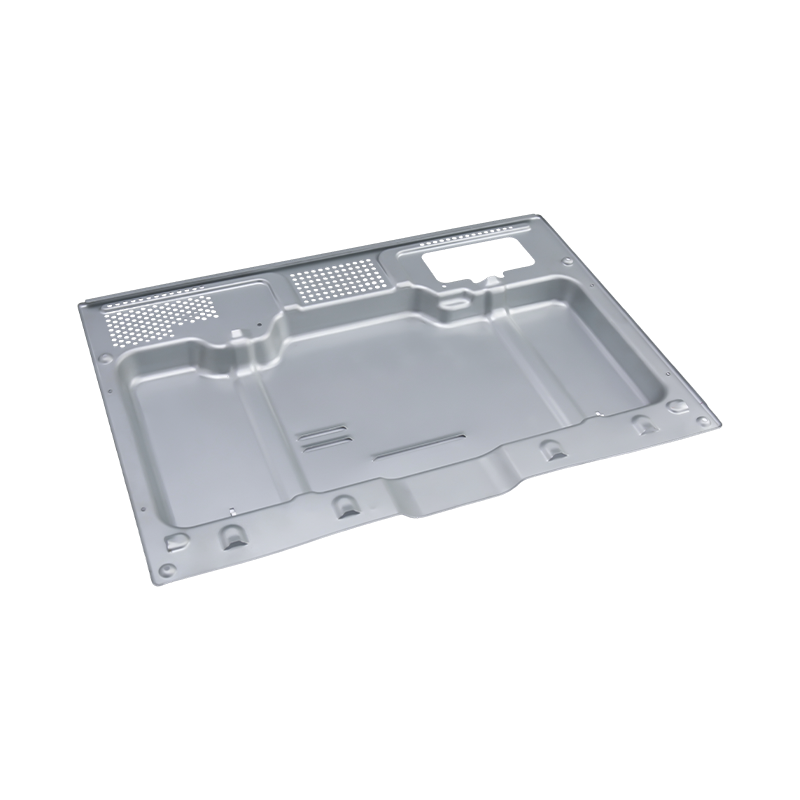
Mga bahagi ng high-end na panlililak sa oven
Ang aming High-end na oven stamping parts ay pr...
-
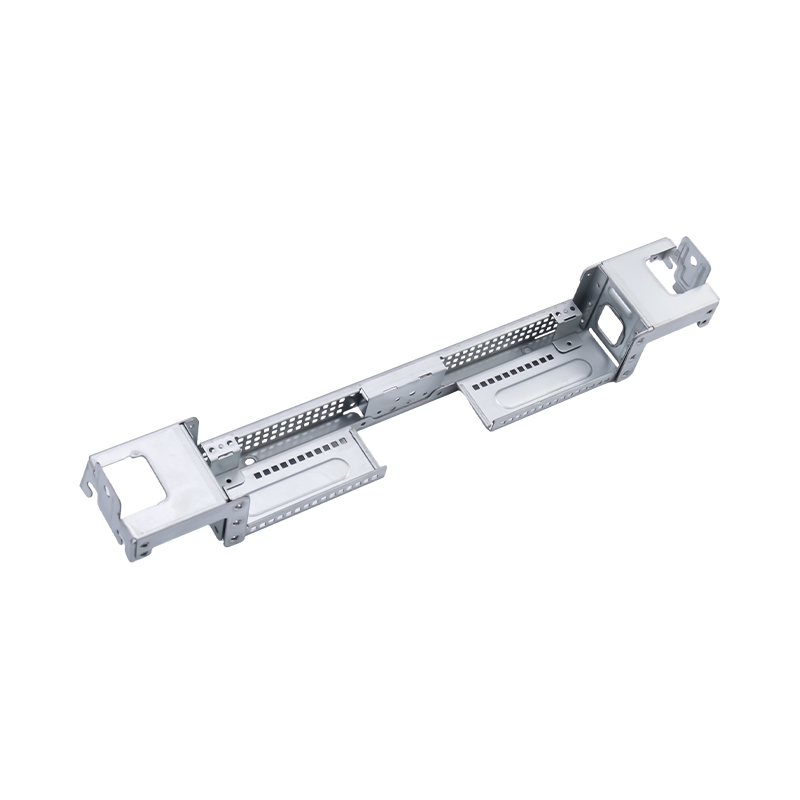
High-end na malalaking computer stamping parts
Ang aming mga high-end na malalaking computer s...
-
Mga bahagi ng panlililak sa upuan ng kotse
Ang mga bahagi ng panlililak sa upuan ng kotse ...
-

Automotive motor housing stamping parts
Ang automotive motor housing stamping parts ay ...
Balita sa Industriya
Bahay / Balita / Balita sa Industriya / Mga Bahagi ng Automotive Seat Stamping: High-Precision Manufacturing, Load Bearing & Material Selection
Mga Bahagi ng Automotive Seat Stamping: High-Precision Manufacturing, Load Bearing & Material Selection
2026-06-04
Ang panel ng pinto ng kotse ay kailangang magkasya sa flush at maganda ang hitsura. Ang isang seat frame stamping ay kailangang gumawa ng higit pa: dapat itong dalhin ang static na bigat ng isang nakatira sa daan-daang libong mga cycle, makuha ang mga dinamikong puwersa ng matitigas na pagpepreno at mga magaspang na kalsada, at hawakan ang geometry nito nang tumpak upang ang seat belt anchor, mekanismo ng recliner, at slide rail ay lahat ay mag-assemble at gumana nang tama. Ang kumbinasyong iyon ng mga kinakailangan sa istruktura, pagkapagod, at dimensional automotive seat stamping parts kabilang sa mga pinaka-hinihingi na bahagi ang isang precision metal stamper ay gagawa - at isang malinaw na tagapagpahiwatig ng lalim ng engineering ng isang tagagawa.
Sinusuri ng artikulong ito ang limang dimensyon ng engineering na tumutukoy kung gumagana ang isang seat frame stamping nang mapagkakatiwalaan sa buong buhay ng serbisyo ng sasakyan: mga kinakailangan sa tolerance, pagpili ng materyal, katumpakan ng die, performance ng pagkarga, at compatibility ng maraming sasakyan.

Bakit Mas Mahigpit na Pagpaparaya ang Mga Bahagi ng Automotive Seat Stamping kaysa sa Karamihan sa Mga Bahagi ng Katawan
Ang mga panlililak sa panel ng katawan ay sinusuri pangunahin sa hitsura at akma. Ang isang puwang na 0.5 mm masyadong lapad ay nakikita; ang puwang na 0.3 mm na masyadong makitid ay lumilikha ng interference sa pagpupulong. Parehong hindi katanggap-tanggap, ngunit hindi rin isang isyu sa kaligtasan. Gumagana ang mga stamping ng frame ng upuan sa isang pangunahing naiibang failure mode: ang dimensional na error sa isang structural component ay kumakalat sa pinababang kapasidad ng pagkarga, hindi maayos na mga interface na kritikal sa kaligtasan, at napaaga na pagkapagod.
Isaalang-alang ang recliner mechanism mounting bracket. Ang mga butas ng bolt nito ay dapat na nakaposisyon sa loob ng mga fraction ng isang milimetro upang matiyak na ang recliner ay umaakit sa mga nakakandadong ngipin nito nang pantay-pantay sa buong arko ng pagsasaayos. Ang isang shifted hole pattern ay lumilikha ng sira-sirang paglo-load sa mekanismo ng pag-lock - hindi agad-agad na nakikita, ngunit unti-unting nagpapababa sa buhay ng upuan. Ang parehong lohika ay nalalapat sa slide rail attachment point, na dapat na ipamahagi ang occupant load nang simetriko sa magkabilang riles; ang anumang kawalaan ng simetrya ay nagtutuon ng stress sa isang attachment at nagpapabilis ng pagkasira o pagkapagod.
Ang pamantayan ng pagpaparaya para sa automotive seat stamping parts na ginawa sa automotive safety standards samakatuwid ay mas mahigpit kaysa sa pangkalahatang mga stamping ng katawan — at ipinapatupad hindi lamang sa unang pag-inspeksyon ng artikulo ngunit sa buong produksyon, dahil ang pagkakaiba-iba sa pagitan ng maaga at huli na mga bahagi ng produksyon ay nakakaapekto sa throughput ng linya ng pagpupulong at oras ng pagsasaayos ng end-of-line.
Mataas na Lakas na Bakal kumpara sa Aluminum Alloy: Pagpili ng Tamang Materyal para sa Mga Stamping ng Seat Frame
Ang materyal na desisyon para sa seat frame stampings ay hindi isang solong pagpipilian na inilapat sa buong upuan — ito ay isang component-by-component optimization na nagbabalanse sa mga kinakailangan sa lakas, bumubuo ng pagiging kumplikado, mga target sa timbang, at gastos.
Mataas na lakas na bakal nananatiling nangingibabaw na materyal para sa mga bahagi ng structural seat frame. Ang advanced high-strength steels (AHSS) na may tensile strengths na 600–1,500 MPa ay nagbibigay ng yield strength na kailangan para sa recliner brackets, seat pan reinforcements, at seat back frames upang makayanan ang 530 Nm backward torque load na tinukoy sa mga pamantayan sa kaligtasan ng upuan ng automotive nang walang permanenteng deformation. Ang mataas na higpit ng materyal ay lumalaban din sa mga baluktot na sandali na nabuo kapag ang mga load ng seat belt ay ipinadala sa pamamagitan ng frame ng upuan sa panahon ng isang frontal collision. Ang trade-off ay ang mga high-strength steels ay nangangailangan ng mas may kakayahang tooling - mas mataas na press tonnage, precision die materials, at maingat na blank holder force management - dahil ang kanilang nabawasang ductility na may kaugnayan sa mild steel ay nag-iiwan ng mas kaunting margin para sa pagbuo ng mga error bago mangyari ang pag-crack.
Aluminyo haluang metal ay lalong natutukoy para sa mga bahagi ng upuan kung saan ang pagbabawas ng timbang ay ang priyoridad, lalo na sa mga de-kuryenteng sasakyan kung saan binibigyang-katwiran ng kahusayan sa hanay ang mas mataas na gastos sa materyal at kagamitan. Ang mga stamping ng aluminum seat frame ay maaaring magpababa ng bigat ng bahagi ng 30–40% kumpara sa mga katumbas na bakal. Ang hamon ay ang mas mababang lakas ng ani ng aluminyo ay karaniwang nangangailangan ng mas makapal na mga seksyon o pagpapatibay ng disenyo upang makamit ang katumbas na pagganap ng istruktura — bahagyang binabawasan ang kalamangan sa timbang. Ang mas malaking springback nito habang bumubuo ay nangangailangan din ng mas tumpak na die compensation at mas malapit na kontrol sa proseso upang mapanatili ang dimensional na katumpakan.
Sa pagsasagawa, madalas na pinagsama ng mga seat assemblies ang dalawa: high-strength steel para sa mga pangunahing load path (back frame, recliner bracket, seatbelt anchor reinforcement) at aluminum alloy para sa pangalawang istruktura kung saan ang pagbabawas ng timbang ay may malinaw na benepisyo at ang mga peak load ay mas mababa (cushion pan side member, headrest guide bracket).
Paano Tinutukoy ng High-Precision Stamping Dies ang Load-Bearing Capacity
Ang mga mekanikal na katangian ng isang naselyohang bahagi ng frame ng upuan ay bahagyang tinutukoy ng hilaw na materyal at bahagyang sa pamamagitan ng proseso mismo ng panlililak. Ang isang die na gumagawa ng hindi pare-parehong kapal ng pader — sa pamamagitan ng hindi pantay na puwersa ng may hawak na blangko, pagod na radii ng suntok, o hindi tumpak na clearance sa pagitan ng suntok at die — ay lumilikha ng lokal na pagnipis sa nakatatak na bahagi. Ang mga manipis na zone na iyon ay nagiging mga konsentrasyon ng stress: ang mga unang lokasyon na nagbunga sa ilalim ng static na labis na karga at ang mga lugar ng pagsisimula para sa mga basag na nakakapagod sa ilalim ng cyclic loading.
Ito ang direktang mekanikal na link sa pagitan die precision at seat stamping load-bearing capacity . Ang isang die na na-machine sa 0.002 mm na katumpakan sa mga kritikal na bumubuo sa ibabaw nito ay gumagawa ng mga bahagi na may pare-parehong kapal ng pader sa buong lalim ng pagguhit. Ang occupant load ay ibinahagi nang pantay-pantay sa buong seksyon, ang mga working stress ay nananatiling mas mababa sa limitasyon ng pagkapagod ng materyal, at ang bahagi ay nakakatugon sa target ng buhay ng disenyo nito. Ang isang die na may pagod o imprecisely machined radii ay gumagawa ng mga bahagi kung saan ang pagnipis ay puro, ang mga lokal na stress ay tumataas, at ang buhay ng pagkapagod ay nababawasan - kadalasan nang walang anumang dimensional na hindi pagkakatugma na nakikita ng nakagawiang inspeksyon.
Ang kalidad ng gilid ay may parehong kahalagahan. Ang mga burr at micro-crack sa mga punched edge mula sa mapurol o hindi maayos na pagkakalagay na tool ay nagsisilbing crack initiation site. Sa ilalim ng cyclic loading ng normal na pagmamaneho — mga vibrations sa kalsada, mga ikot ng pagsasaayos ng upuan, pagpasok at paglabas ng pasahero — ang mga depektong ito sa gilid ay kumakalat sa nakakapagod na mga bitak sa base material. Ang mga makinis at suportadong shear edge na ginawa ng precision tooling ay nag-aalis ng failure mode na ito.
Para sa automotive at electric vehicle deep drawing dies para sa mga bahagi ng seat frame , ang disenyo at kalidad ng pagmamanupaktura ng tooling ay samakatuwid ay hindi mapaghihiwalay mula sa structural performance ng mga bahaging ginagawa nito.
Static at Dynamic na Pag-load ng Pagganap: Anong Mga Bahagi ng Stamping ng Upuan ang Dapat Makatiis
Ang mga stamping ng frame ng upuan ay nagdadala ng tatlong natatanging kategorya ng pagkarga, bawat isa ay may iba't ibang implikasyon para sa disenyo at detalye ng materyal.
Mga static na load kumakatawan sa matagal na bigat ng occupant - karaniwang 75–100 kg para sa isang occupant, na patuloy na kumikilos sa pamamagitan ng seat cushion at likod. Tinutukoy ng mga load na ito ang pinakamababang cross-sectional area at lakas ng ani ng materyal na kinakailangan upang maiwasan ang permanenteng pagpapapangit sa panahon ng normal na paggamit. Ang pagganap ng static na pag-load ay diretso upang subukan at i-verify, at karamihan sa mga pagkabigo sa stamping ng upuan na nauugnay sa "static na labis na karga" ay talagang mga pagkabigo sa pagkapagod na bumibilis nang ilang oras bago lumitaw ang nakikitang pagpapapangit.
Mga dinamikong pagkarga nagmumula sa pagbilis ng sasakyan, pagpepreno, pag-corner, at mga iregularidad sa ibabaw ng kalsada. Sa panahon ng hard braking sa 1g deceleration, ang forward inertia ng isang 75 kg occupant ay bumubuo ng humigit-kumulang 750 N ng load sa likod ng upuan at papunta sa recliner mechanism at back frame stampings. Sa mga magaspang na ibabaw ng kalsada, posible ang mga patayong acceleration na 2–3g, na nagbibisikleta sa frame ng upuan sa mga frequency na 1–20 Hz sa libu-libong oras sa buong buhay ng sasakyan. Vibration resistance — ang kakayahan ng naselyohang istraktura na mapanatili ang geometry at mekanikal na mga katangian nito sa ilalim ng cyclic loading na ito — ay isang dimensyon ng pagganap na madalas na minamaliit sa mga panimulang pagsusuri sa disenyo ngunit nagiging nakikita sa pangmatagalang pagsubok sa tibay.
Naglo-load ang crash kumakatawan sa pinakamasamang kalagayan. Sa isang 50 km/h frontal collision na may load na seat belt, ang seat frame ay dapat magpadala ng kinetic energy ng occupant sa istraktura ng sasakyan nang hindi nababali o pinahihintulutan ang paglilipat ng upuan na maaaring makapinsala sa occupant. Ang mga load na ito ay isang order ng magnitude na mas mataas kaysa sa mga dynamic na naglo-load sa pagmamaneho, at ang mga naselyohang bahagi sa seat belt anchor, back frame, at mekanismo ng pag-lock ng slide rail ay nasa pangunahing daanan ng pagkarga.
Ang pagtugon sa lahat ng tatlong kategorya ng pag-load nang sabay-sabay ay nangangailangan na ang proseso ng stamping ay naghahatid ng parehong dimensional na katumpakan at pare-parehong mekanikal na katangian — kaya naman ang pagiging traceability ng materyal at in-process na pagsubaybay sa kapal ay mga karaniwang kinakailangan sa mga supply chain ng bahagi ng automotive seat.
Multi-Vehicle Compatibility at OEM Dimensional Accuracy Requirements
Ang isang solong tagapagtustos ng stamping ng upuan ay bihirang maghatid ng isang platform ng sasakyan. Ang mga customer ng OEM at ang mga tagagawa ng upuan sa Tier 1 ay pinagmumulan ng mga naselyohang bahagi na dapat magkasya sa maraming linya ng sasakyan, kadalasang may iba't ibang dimensional na sobre, mga mounting configuration, at mga kinakailangan sa kaligtasan sa pagkarga. Ang pamamahala sa kumplikadong multi-platform na ito nang walang lumalagong gastos sa tooling ay isa sa mga pangunahing kakayahan na naghihiwalay sa mga may kakayahang stamping na mga supplier mula sa mga processor ng kalakal.
Ang pundasyon ng compatibility ng maraming sasakyan ay ang dimensional na katumpakan sa indibidwal na antas ng feature — hindi lang sa pangkalahatang bahagi ng geometry. Ang mga tolerance sa posisyon ng butas na ±0.15 mm o mas mahigpit sa mga tampok sa pag-mount at paghahanap ay tinitiyak na ang parehong naselyohang bahagi ay nag-assemble nang tama sa iba't ibang mga arkitektura ng frame ng upuan nang hindi nangangailangan ng manu-manong pagsasaayos o muling paggawa. Ang antas ng katumpakan na ito ay makakamit lamang kapag ang die ay idinisenyo na may naaangkop na mga sanggunian sa datum, na ginawa sa mga mahigpit na pagpapaubaya sa feature, at na-validate sa isang buong unang artikulo na inspeksyon laban sa modelo ng CAD ng customer bago ang paglulunsad ng produksyon.
Ang custom na disenyo ng die ay hindi isang overhead na gastos sa kontekstong ito — ito ang mekanismo kung saan nakakamit ang katumpakan ng dimensyon at multi-sasakyan na compatibility. Ang isang die na partikular na idinisenyo para sa geometry ng isang bahagi, na may mga posisyong tampok at mga clearance na tumutugma sa mga kinakailangan sa pagbuo ng bahagi, ay patuloy na gagawa ng mga bahagi na nag-assemble nang tama. Ang isang generic o binagong die ay mangangailangan ng patuloy na pag-uuri, shimming, o pagsasaayos upang mapanatili ang katanggap-tanggap na dimensional na output.
Ang buong hanay ng mga bahagi ng automotive stamping sa SQS ay ginawa mula sa mga dies na idinisenyo at ginawa sa loob ng bahay, na tinitiyak na ang mga dimensional na kinakailangan ng platform ng sasakyan ng bawat customer ay na-engineered sa tooling mula sa simula sa halip na mabayaran sa produksyon.
Ang Pinagsamang Die at Part Manufacturing Advantage ng SQS para sa Seat Stampings
Ang conventional supply chain for automotive seat stampings separates die manufacturing from part production: a tooling shop builds the die, qualifies it, and transfers it to a stamping house that runs production. At each handoff, information about why the die was designed a specific way — the forming sequence, the blank holder force settings, the die clearance compensation for springback — is partially lost. Production engineers optimize for throughput rather than for the part characteristics the die designer intended.
Ang Suzhou Shuangqisi Mould Equipment Co., Ltd. ay nagpapatakbo ng parehong mga function sa ilalim ng isang bubong. Ang parehong pangkat ng engineering na nagdidisenyo ng stamping die para sa isang bahagi ng frame ng upuan ay nagpapatakbo din ng press na gumagawa ng mga bahagi. Kapag lumilitaw ang isang dimensional na drift sa produksyon — dahil ito ay lampas sa buhay ng serbisyo ng isang die sa pamamagitan ng unti-unting pagkasira — ang tugon ay isang matalinong pagwawasto ng die sa halip na isang proseso na solusyon. Ang resulta ay mas pare-pareho ang kalidad ng bahagi sa buong production run at isang mas mabilis na landas sa root cause kapag naganap ang mga hindi pagsunod.
Sinusuportahan ng imprastraktura ng pagmamanupaktura ng SQS ang pagsasamang ito sa antas ng katumpakan na kinakailangan ng mga panlililak sa upuan ng automotive. Ang mga wire EDM machine na nagmula sa Japan ay nakakamit ang katumpakan ng machining sa loob ng 0.002 mm sa mga feature ng die, na tinitiyak na ang mga bumubuo sa ibabaw na tumutukoy sa kapal ng pader, kalidad ng gilid, at posisyon ng butas ay naaayon sa mga tolerance na kinakailangan ng disenyo ng bahagi. Ang isang press fleet na sumasaklaw sa 80T hanggang 400T ay sumasaklaw sa buong hanay ng seat frame stamping geometries, mula sa maliliit na bahagi ng bracket hanggang sa mga istruktura ng full back frame. Sa higit sa 15 taong karanasan sa paglilingkod sa mga customer ng OEM at Tier 1 na mga automotive supplier, at isang pangkat ng 60 teknikal na kawani na nakatuon sa disenyo, pagmamanupaktura, at kalidad ng kasiguruhan, ang SQS ay nagbibigay ng lalim ng engineering na hinihiling ng mga programang panlililak sa frame ng upuan.
Para sa OEM supply inquiries, custom die development, or technical specification review, contact SQS directly.
Nakaraang Post
Mga Bahagi ng Metal Stamping para sa Mga Kagamitan sa Bahay: Mga Materyales, Precision at Custom na Solusyon
Susunod na Post
Deep Drawing Die Design: Punch, Die, Clearance at Multi-Stage Reduction Guide
Ang aming Mga produkto.
Simulan ang Iyong Negosyo sa isang OEM Manufacturer Dito mismo!
Magbigay ng mga pandaigdigang customer ng kumpletong turn-key na solusyon
sa pamamagitan ng
pagbabago!
MABILIS NA LINK
IMPORMASYON SA CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Copyright © Suzhou Shuangqisi Mould Equipment Co., Ltd. Lahat ng Karapatan ay Nakalaan. Custom Stamping Die Mga Tagagawa ng Metal Stamping Die
