-
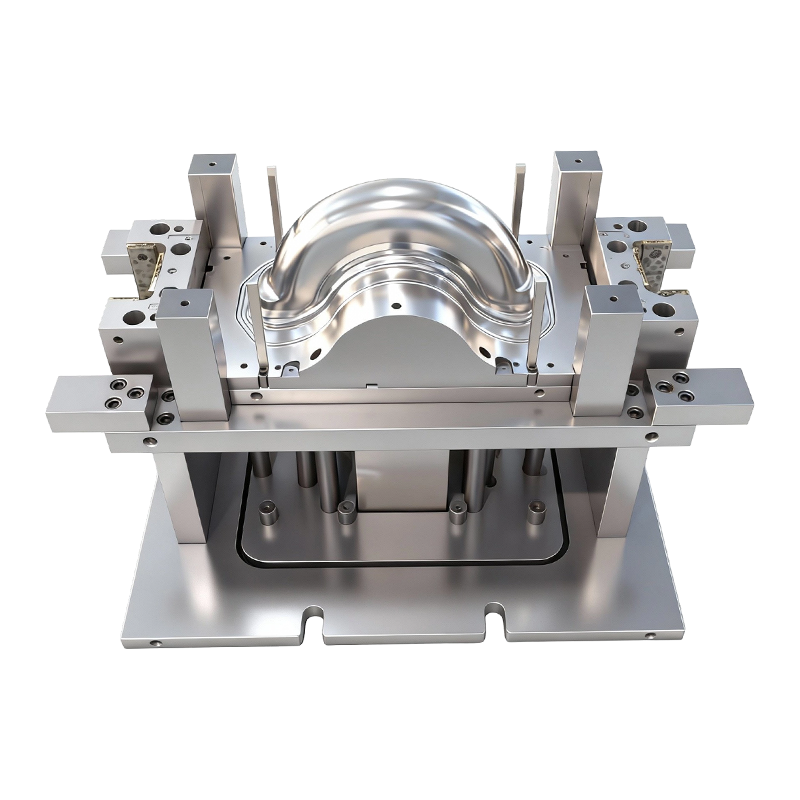
Malalim na pagguhit ng amag para sa harap at likurang mga gulong ng dalawang gulong na de-kuryenteng sasakyan
Ang Deep drawing mold na ito para sa harap at l...
-
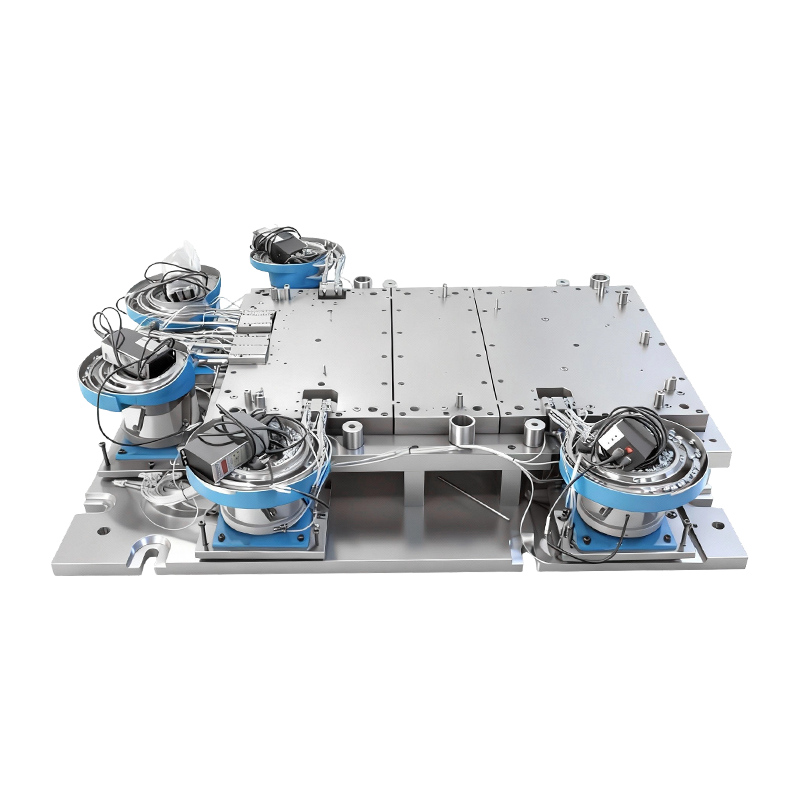
Awtomatikong riveting mol para sa malaking computer machine base
Ang Automatic Riveting Mould na ito para sa Mal...
-
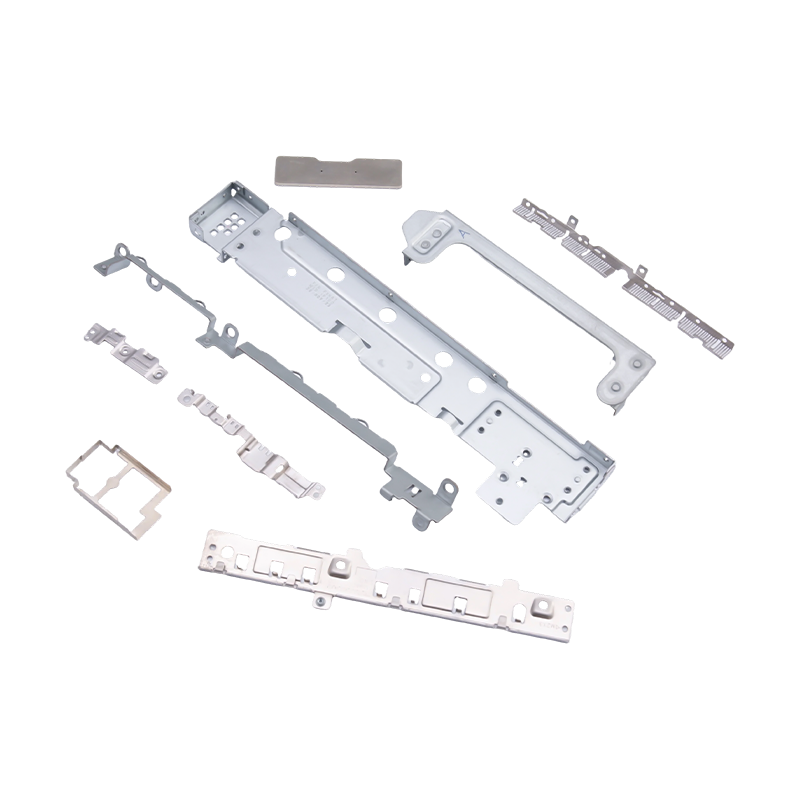
Maliit na naselyohang bahagi para sa mga laptop at mobile phone
Bilang mahahalagang panloob na bahagi para sa m...
-
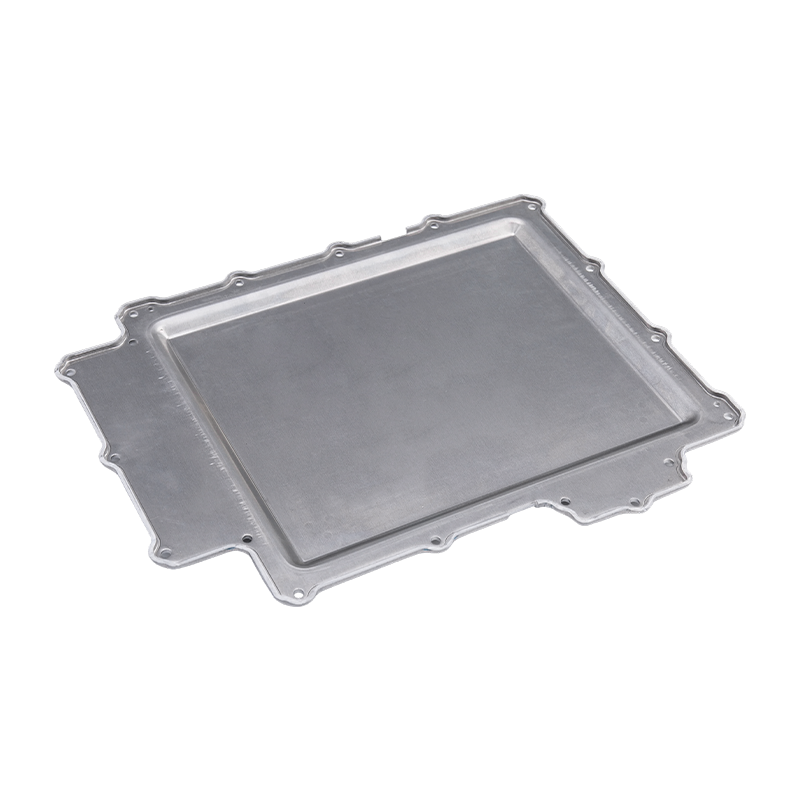
Mga bahagi ng panlililak sa takip ng baterya
Ang aming Battery cover stamping parts ay preci...
-

Mabibigat na trak na panlililak na bahagi
Ang aming mga Heavy truck stamping parts ay pre...
-

Maliit na mga bahagi ng automotive progresibong mamatay stamping bahagi
Ang aming Maliit na mga bahagi ng automotive na...
Balita sa Industriya
Bahay / Balita / Balita sa Industriya / Deep Drawing Die Design: Punch, Die, Clearance at Multi-Stage Reduction Guide
Deep Drawing Die Design: Punch, Die, Clearance at Multi-Stage Reduction Guide
2026-05-20
Sheet metal na pumapasok sa isang die bilang isang patag na blangko at lumalabas bilang isang walang tahi, guwang na bahagi — ang pagbabagong iyon ay ganap na nakasalalay sa kung gaano kahusay ang disenyo ng die. Ang malalim na pagguhit ng disenyo ng die ay hindi isang solong desisyon ngunit isang hanay ng mga pagpipilian sa engineering, na ang bawat isa ay nagbubukas o nagsasara ng window kung saan maaaring mangyari ang matagumpay na pagbuo. Ang isang mahinang tinukoy na radius ng suntok, isang maliit na blangko na may hawak, o isang maling pagkalkula ng clearance ay maaaring ganap na bumagsak sa window na iyon, na nagbubunga ng bitak o kulubot na scrap sa mataas na volume. Ang mga seksyon sa ibaba ay naglalakad sa bawat pangunahing variable ng disenyo at ipinapaliwanag kung ano ang kinokontrol ng bawat isa.
Ano ba talaga ang Kinokontrol ng Deep Drawing Die Design
Ang set ng deep drawing tool ay may tatlong pangunahing miyembro: ang suntok, ang die, at ang blank holder. Tinutulak ng suntok ang flat blank sa die cavity. Tinutukoy ng die ang panlabas na geometry ng natapos na bahagi. Pinipindot ng blank holder ang flange ng blangko upang i-regulate kung gaano karaming materyal ang pumapasok sa cavity sa panahon ng stroke.
Ang bawat miyembro ay dapat na dinisenyo na may kaugnayan sa iba. Ang diameter ng suntok ay nagtatatag ng panloob na diameter ng iginuhit na tasa; ang die diameter ay mas malaki sa dami ng working clearance. Ang blank holder ay nakaupo sa pagitan ng dalawa, pinapanatili ang contact pressure sa flange sa buong stroke. Kapag tama ang ugnayan ng tatlong sangkap na ito, ang metal ay dumadaloy papasok at pababa nang hindi kumukunot sa flange o bali sa punch nose. Kapag mali ang anumang relasyon, lalabas kaagad ang isa sa dalawang failure mode na iyon.
Para sa mataas na dami ng produksyon, automotive-grade deep drawing die sets magdagdag ng mga karagdagang kinakailangan: mas mahabang buhay ng tool, mahigpit na part-to-part consistency, at compatibility sa mga automated transfer system. Ang mga kinakailangang iyon ay nagpapatindi sa kahalagahan ng bawat desisyon sa disenyo na inilarawan sa ibaba.
Punch and Die Geometry: Kung Saan Nagmula ang Hugis ng Bahagi
Ang punch nose radius at ang die entry radius ay ang dalawang pinakakinahinatnang geometric na parameter sa deep drawing die na disenyo. Parehong kinokontrol kung paano yumuko ang metal habang lumilipat ito mula sa patag na blangko patungo sa iginuhit na dingding.
Punch nose radius ay karaniwang nakatakda sa pagitan ng apat at walong beses na kapal ng materyal para sa karaniwang mga bakal. Ang isang radius na masyadong maliit ay nagko-concentrate ng tensile stress sa liko, na nagtataguyod ng pagnipis at tuluyang pagkabali. Ang isang radius na masyadong malaki ay nagpapahintulot sa metal na buckle bago ito makuha ng die wall, na nagbubunga ng mga wrinkles sa dingding.
Die entry radius — kung minsan ay tinatawag na die corner radius — namamahala sa paglaban na nahaharap sa blangko habang ito ay iginuhit sa ibabaw ng die edge. Ang isang mahusay na pinakintab, naaangkop na laki ng die radius ay nagpapababa ng friction at nagbibigay-daan sa materyal na dumaloy nang maayos sa lukab. Itinatakda ng karaniwang kasanayan ang radius na ito sa apat hanggang sampung beses na kapal ng materyal, depende sa ratio ng draw at ductility ng materyal. Ang maliit na radii ay nagpapataas ng panganib na mapunit; ang sobrang laki ng radii sa manipis na mga materyales ay lumilikha ng mga hindi suportadong span na bumulusok sa mga wrinkles.
Para sa mga bahaging may parisukat o parihabang cross-section, ang radii ng sulok ay nangangailangan ng indibidwal na atensyon. Ang mga sulok ay tumutuon sa compressive stress habang bumubuo, at ang malawak na radii ng sulok - karaniwang mas malaki kaysa sa mga katumbas na bahagi ng bilog - ay nagbibigay-daan sa mas malalim na pagguhit sa isang operasyon nang walang pagkunot ng sulok.
Working Clearance sa Pagitan ng Punch at Die
Ang clearance ay ang radial gap sa pagitan ng suntok at ng die wall. Sa panahon ng pagguhit, ang metal ay dapat dumaan sa puwang na ito, at karaniwan itong lumapot nang bahagya habang dumadaloy ito papasok. Ang clearance ay dapat tumanggap ng pampalapot na iyon nang hindi pinipiga ang metal nang mahigpit na ang alitan ay tumataas sa mapanirang antas, at nang hindi nag-iiwan ng napakaraming espasyo na ang metal ay bumakas sa gilid sa mga wrinkles sa dingding.
Para sa karamihan ng mga low-carbon steels, ang working clearance na 1.07 hanggang 1.15 beses na kapal ng materyal sa bawat panig ay ang tinatanggap na panimulang hanay. Ang mas matigas o mas makapal na mga materyales ay maaaring mangailangan ng clearance sa itaas na dulo ng hanay na ito. Ang mas manipis na mga materyales at mas mahigpit na pagpapahintulot sa kapal ng pader ay nagtutulak sa disenyo patungo sa ibabang dulo. Progressive die system para sa multi-station automotive progressive deep drawing namatay ilapat ang parehong logic sa bawat sunud-sunod na istasyon, na may clearance na karaniwang humihigpit habang ang diameter ng tasa ay bumababa at ang pagkakapareho ng pader ay nagiging mas kritikal.
Pagpili ng Materyal at Ang Impluwensya Nito sa Disenyo ng Die
Ang die designer ay hindi maaaring pumili ng bahagi ng materyal, ngunit ang mga katangian ng materyal ay tumutukoy kung aling mga parameter ng disenyo ang magagawa. Ang dalawang sheet-metal na katangian ay partikular na nauugnay: ang strain-hardening exponent (n-value) at ang plastic strain ratio (r-value, na tinatawag ding Lankford coefficient).
Ang isang mataas na n-value ay nangangahulugan na ang materyal ay mabilis na tumitigas habang ito ay umaabot, na namamahagi ng deformation nang mas pantay sa blangko. Nagbibigay-daan ito sa mas agresibong mga ratio ng draw bago ang bali. Ang isang mataas na r-value ay nangangahulugan na ang materyal ay lumalaban sa pagnipis sa pamamagitan ng kapal na direksyon at mas gusto ang daloy sa eroplano ng sheet — kung ano mismo ang kailangan ng malalim na pagguhit. Ang mga materyal na may mataas na r-values ay maaaring makuha sa mas malaking depth-to-diameter ratios bago maabot ang punch-nose fracture limit.
Sa praktikal na mga termino, ang isang interstitial-free (IF) na bakal na may r-values na higit sa 1.8 ay nagbibigay-daan sa mga disenyo ng die na may mas malalim na single-draw depth at mas malaking blangko-to-punch diameter ratio kaysa sa isang kumbensyonal na low-carbon steel na may r-values na malapit sa 1.0. Ang mga aluminyo na haluang metal sa pangkalahatan ay may mga r-values na mas mababa sa 1.0, na nangangahulugan na ang mga disenyo ng die para sa aluminyo ay dapat na higit na umasa sa mga multi-stage na pagbabawas ng draw at mas maingat na kontrol sa blank holder upang makamit ang parehong lalim ng tasa. Ang parehong mga prinsipyo ay nalalapat kapag nagdidisenyo katumpakan ng mga bahagi ng automotive stamping kung saan ang mga mahigpit na pagpapaubaya sa dimensyon ay naghahamon ng pagkakaiba-iba ng materyal.
Multi-Stage Draw Reduction: Kapag Hindi Sapat ang Isang Operasyon
Kapag ang kinakailangang depth-to-diameter ratio ng natapos na bahagi ay lumampas sa kung ano ang maaaring makamit ng isang draw nang ligtas - karaniwang isang draw ratio na higit sa 2.0 hanggang 2.2 para sa karamihan ng mga bakal - ang disenyo ay dapat na magsama ng maraming yugto ng pagguhit. Ang bawat yugto ay binabawasan ang diameter ng tasa habang pinapataas ang taas nito, at ang bawat yugto ay may sariling suntok, mamatay, at blangko na may hawak.
Ang unang draw ay tumatagal ng flat blangko sa maximum na ratio ng pagguhit na pinahihintulutan ng materyal. Ang mga kasunod na pag-redraw ay gumagana sa nabuo nang tasa, at makakamit nila ang mga ratio ng draw na 1.2 hanggang 1.4 bawat yugto dahil ang metal sa flange ay bahagyang tumigas at nagdadala ng mas kaunting panganib ng matinding kulubot. Maaaring kailanganin ang pagsusubo sa pagitan ng mga yugto para sa mga materyales na mabilis na tumigas, upang maibalik ang ductility bago ang susunod na pagbabawas.
| Draw Stage | Karaniwang Max Draw Ratio | Mga Tala |
|---|---|---|
| Unang bunot | 1.8 – 2.2 | Depende sa r-value at blankong kapal |
| Pangalawang draw (redraw) | 1.2 – 1.4 | Mas mababang panganib dahil sa naunang pagpapatigas sa trabaho |
| Pangatlong draw at higit pa | 1.1 – 1.3 | Maaaring kailanganin ang Anneal sa pagitan ng mga yugto |
Ang mga multi-stage na disenyo ay nagdaragdag ng gastos sa tooling at oras ng pagpindot, ngunit kadalasan ang mga ito ang tanging daan patungo sa kinakailangang bahaging geometry. Ang paghahambing sa ekonomiya sa pagitan ng single-stage at multi-stage approaches ay malapit na nauugnay sa production volume — isang salik na ginalugad nang mas detalyado sa artikulo sa mga pagkakaiba sa gastos sa pagitan ng metal stamping at deep drawing part na mga produkto .

Gumuhit ng Beads at Binder Pressure: Fine-Tuning Material Flow
Ang mga gumuhit na kuwintas ay nakataas na mga tagaytay na na-machine sa ibabaw ng binder (blangko na may hawak). Habang ang blangko ay dumudulas sa mga ito sa panahon ng draw stroke, nagpapataw sila ng baluktot at hindi nababaluktot na pagpapapangit na lumilikha ng karagdagang pagtutol sa daloy ng materyal. Sa pamamagitan ng pag-iiba-iba ng taas, lapad, at posisyon ng mga draw bead sa paligid ng blangkong perimeter, makokontrol ng die designer kung gaano karaming materyal ang pumapasok sa die cavity sa bawat punto — nire-redirect ang daloy mula sa mga lugar na madaling mapunit at patungo sa mga lugar na maaaring kulubot.
Ang pagpoposisyon ng bead ng pagguhit ay lalong mahalaga para sa mga hindi axisymmetric na bahagi, tulad ng mga panel ng automotive na katawan, kung saan ang iba't ibang mga seksyon ng blangkong perimeter ay nangangailangan ng ibang-iba na resistensya ng daloy. Mga bahagi na may malalaking patag na lugar na napapalibutan ng malalim na mga draw madalas na nangangailangan ng mga draw beads upang maiwasan ang mga patag na lugar mula sa pagbuo ng pagbaluktot sa ibabaw sa ilalim ng binder.
Ang presyon ng binder ay umaakma sa pagguhit ng disenyo ng butil. Ang binder ay dapat maglapat ng sapat na puwersa upang maiwasan ang flange mula sa buckling sa wrinkles, ngunit hindi gaanong hinaharangan nito ang daloy ng materyal sa cavity — na magpapataas ng tensile stress sa cup wall hanggang sa punto ng fracture. Ang tamang presyon ng binder samakatuwid ay nasa loob ng isang window ng proseso na ang mga hangganan ay tinukoy ng limitasyon ng wrinkling sa ibaba at ang limitasyon ng bali sa itaas. Tinutugunan ng susunod na artikulo sa seryeng ito kung paano nakikipag-ugnayan ang draw ratio at blank holder force upang tukuyin at kontrolin ang window na iyon.
Lubrication at Die Surface Finish
Ang friction sa die entry radius at blank holder interface ay may direktang epekto sa tensile stress na dala ng cup wall. Ang mas mataas na friction ay nangangahulugan ng mas mataas na stress sa dingding — na nagpapalapit sa proseso sa limitasyon ng bali. Ang mabisang pagpapadulas ay binabawasan ang stress na iyon at pinalalawak ang window ng proseso.
Nakikipag-ugnayan ang die surface finish sa lubrication. Ang pinakintab na die radius na may pagkamagaspang sa ibabaw sa ibaba ng Ra 0.4 µm ay nagbibigay-daan sa lubricant na bumuo ng pare-parehong pelikula, na binabawasan ang pagkakaiba-iba ng friction. Ang mga magaspang o gasgas na ibabaw ay nakakakuha ng pampadulas nang hindi pantay at nagpapakilala ng mga localized na konsentrasyon ng stress na maaaring magsimula ng bali sa mas mababa kaysa sa inaasahang mga stress sa dingding.
Ang pagpili ng pampadulas ay depende sa materyal na iginuhit. Ang mga low-carbon steel ay nagpaparaya sa isang malawak na hanay ng mga lubricant, mula sa mga light drawing oils hanggang sa mabibigat na EP (extreme-pressure) compound. Ang mga aluminyo na haluang metal ay nangangailangan ng mga lubricant na hindi tumutugon sa ibabaw ng metal, dahil ang mga reaktibong compound ay maaaring magdulot ng galling at surface scoring. Ang mga hindi kinakalawang na asero - na mabilis na tumigas - ay madalas na nangangailangan ng mga chlorinated na pampadulas upang pamahalaan ang mataas na presyon ng interface na nabuo sa panahon ng pagguhit.
Tool Steel Selection at Die Durability
Ang buhay ng die sa malalim na pagguhit ay limitado sa pamamagitan ng nakasasakit na pagkasuot sa radius ng pagpasok ng die at sa pamamagitan ng galling sa ibabaw ng binder. Ang parehong mekanismo ay bumibilis kapag mataas ang presyon ng binder, nasira ang lubricant film, o ang blangko na materyal ay naglalaman ng mga abrasive na inklusyon.
Kasama sa mga karaniwang die na materyales para sa medium-volume na produksyon ang D2 tool steel (humigit-kumulang 60–62 HRC pagkatapos ng hardening) at DC53, na nag-aalok ng mas mahusay na tibay sa katulad na tigas. Ang mataas na dami ng produksyon ng sasakyan ay madalas na humihingi ng mga pagsingit ng tungsten carbide sa die entry radius, kung saan ang mga rate ng pagsusuot ay pinakamataas. Ang mga coating sa ibabaw — titanium nitride (TiN), titanium carbonitride (TiCN), o diamond-like carbon (DLC) — ay nagpapahaba pa ng buhay ng serbisyo sa pamamagitan ng pagbabawas ng coefficient ng friction sa tool-blank interface.
Para sa high-precision stamping die set ang pag-target sa mga tolerance ng bahagi ng automotive o EV, pagpili ng tool na bakal at pagtutukoy ng heat treatment ay kasing kritikal ng mga parameter ng geometric na disenyo na inilarawan sa itaas. Ang isang dimensional na perpektong die na ginawa mula sa hindi wastong heat-treated na bakal ay mabibigo nang matagal bago ang buhay ng disenyo nito.
Simulation Before Steel: Finite Element Analysis sa Die Design
Ang modernong deep drawing die na disenyo ay lubos na umaasa sa finite element analysis (FEA) upang mahulaan ang pagbuo ng mga resulta bago maputol ang anumang metal. Ang mga simulation ng FEA ay nagmomodelo sa blangko bilang isang mesh ng mga deformable na elemento, ilapat ang suntok stroke nang paunti-unti, at kalkulahin ang pamamahagi ng stress, strain, at kapal sa bawat punto sa blangko sa buong stroke.
Ang output ng isang well-calibrated simulation ay may kasamang forming limit diagram (FLD) overlay, na nagpapakita kung anumang rehiyon ng blangko ang papalapit sa fracture o wrinkling boundary. Kung hinuhulaan ng simulation ang mga pagkabigo, maaaring ayusin ng taga-disenyo ang radius ng suntok, die radius, presyon ng binder, gumuhit ng geometry ng bead, o blangko na hugis — umuulit sa software kaysa sa bakal. Ang prosesong ito ay sumisiksik nang husto sa oras ng pagsubok at binabawasan ang bilang ng mga pisikal na pagbabago sa tool na kinakailangan bago ang die ay makagawa ng mga katanggap-tanggap na bahagi.
Ang kalidad ng simulation ay nakadepende sa tumpak na data ng material card — partikular ang yield surface description, r-value, n-value, at flow stress curve para sa partikular na material coil na gagamitin sa produksyon. Ang generic na data ng materyal ay gumagawa ng mga makatotohanan ngunit hindi mapagkakatiwalaang mga hula; Ang data na tukoy sa materyal mula sa tensile testing at FLD testing ay gumagawa ng mga hula na direktang nagsasalin sa gawi ng press.
Buod: Ang Mga Variable ng Disenyo na Pinakamahalaga
Ang malalim na disenyo ng die sa pagguhit ay lumulutas sa isang maliit na bilang ng mga variable, ang bawat isa ay dapat itakda sa loob ng isang hanay na nakasalalay sa iba. Tinutukoy ng suntok at mamatay ang radii ng liko sa mga transition. Ang working clearance ay tinatanggap ang pampalapot ng metal nang hindi nagdudulot ng mapanirang friction. Itinatakda ng Draw ratio ang pinakamataas na limitasyon ng deformation sa isang yugto. Ang presyon ng panali at gumuhit ng mga kuwintas ay kumokontrol sa daloy ng materyal sa paligid ng blangko na perimeter. Tinutukoy ng lubrication at surface finish kung gaano karami sa pinapahintulutang presyon ng binder ang aktwal na umabot sa blangko. Ang pagpili ng tool na bakal at coating ay namamahala sa kung gaano katagal pinananatili ng die ang mga maingat na itinatag na kondisyon.
Walang iisang variable ang maaaring i-optimize sa paghihiwalay. Ang pagbabago sa die entry radius ay nagbabago sa pinakamainam na presyon ng binder. Binabago ng pagbabago sa grado ng materyal ang ratio ng posible na draw. Ang pagkakaugnay-ugnay na ito ang dahilan kung bakit ang malalim na pagguhit ng disenyo ng die ay nangangailangan ng isang sistematikong diskarte — at kung bakit ang pagkuha nito ng tama, mula sa simulation hanggang sa tryout, ay gumagawa ng mga bahagi na matugunan ang hinihingi na mga kinakailangan sa istruktura at dimensional para sa mga application ng gulong at tsasis pare-pareho sa milyun-milyong mga ikot ng produksyon.
Nakaraang Post
Mga Bahagi ng Automotive Seat Stamping: High-Precision Manufacturing, Load Bearing & Material Selection
Susunod na Post
Car Seat Stamping Parts: Quality & Fit Guide
Ang aming Mga produkto.
Simulan ang Iyong Negosyo sa isang OEM Manufacturer Dito mismo!
Magbigay ng mga pandaigdigang customer ng kumpletong turn-key na solusyon
sa pamamagitan ng
pagbabago!
MABILIS NA LINK
IMPORMASYON SA CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Copyright © Suzhou Shuangqisi Mould Equipment Co., Ltd. Lahat ng Karapatan ay Nakalaan. Custom Stamping Die Mga Tagagawa ng Metal Stamping Die
