
-
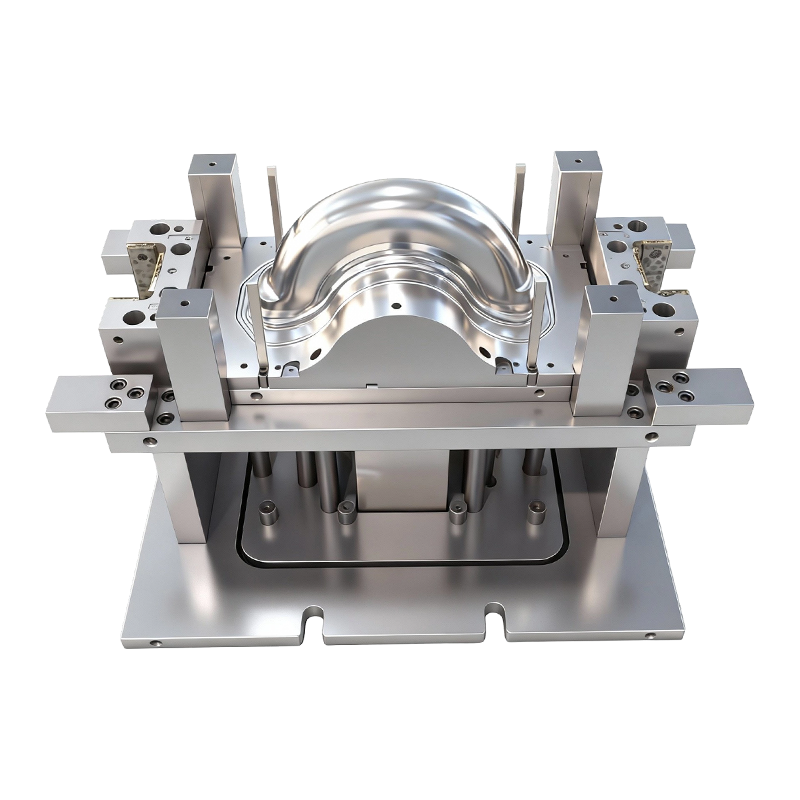
Malalim na pagguhit ng amag para sa harap at likurang mga gulong ng dalawang gulong na de-kuryenteng sasakyan
Ang Deep drawing mold na ito para sa harap at l...
-
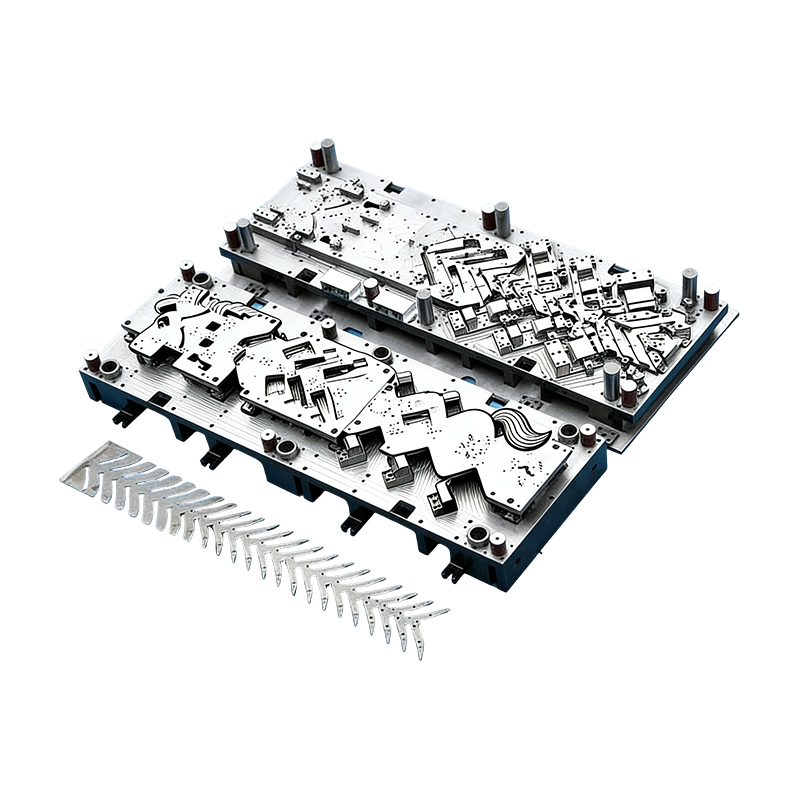
Mga progresibong hulma para sa mga bahagi ng sasakyan
Ang Continuous mold na ito para sa automotive m...
-
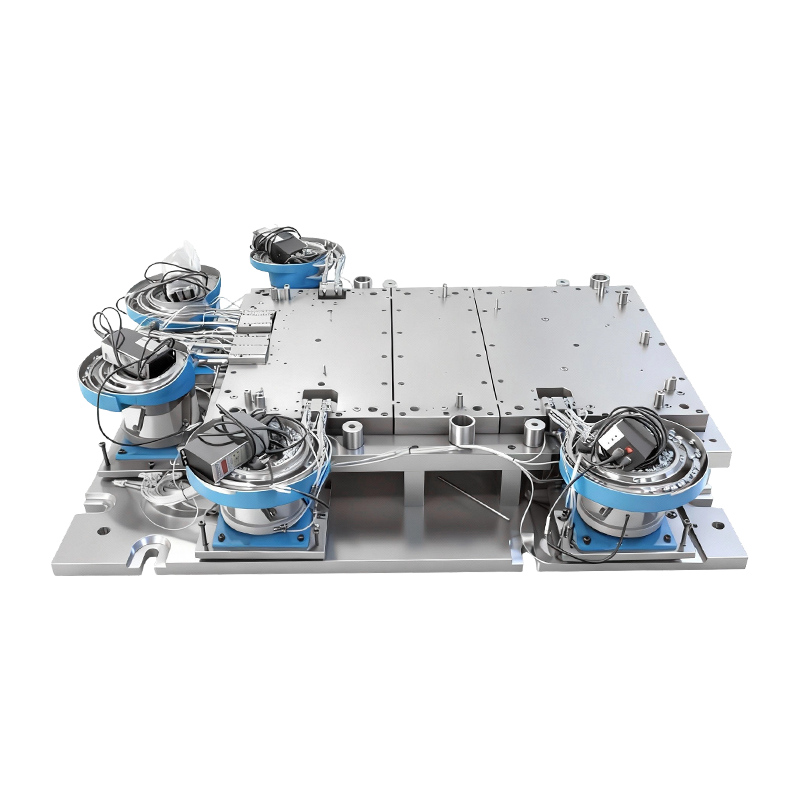
Awtomatikong riveting mol para sa malaking computer machine base
Ang Automatic Riveting Mould na ito para sa Mal...
-
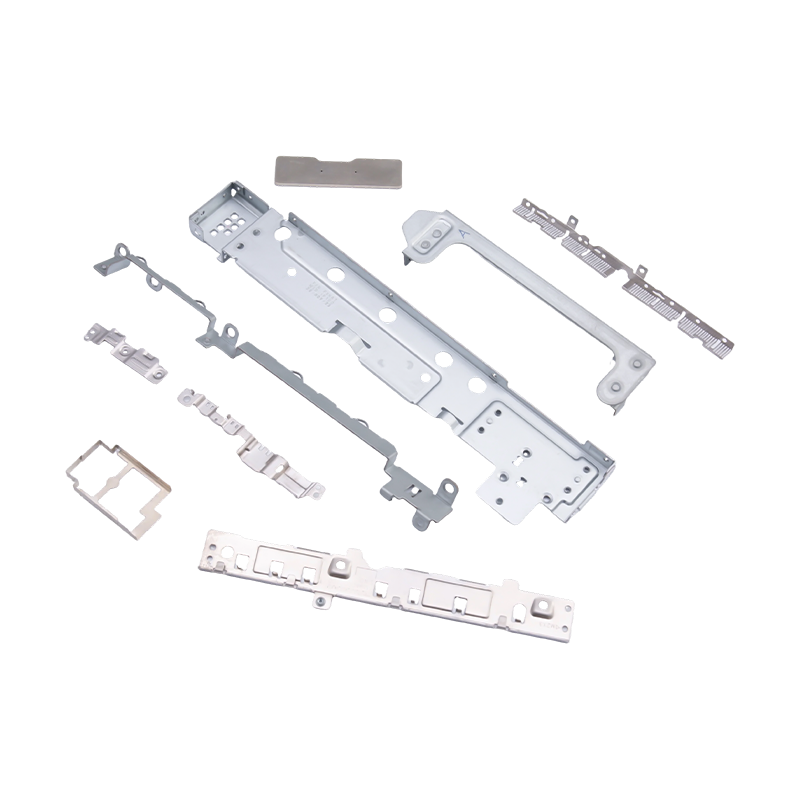
Maliit na naselyohang bahagi para sa mga laptop at mobile phone
Bilang mahahalagang panloob na bahagi para sa m...
-
Mga bahagi ng panlililak sa laptop
Ang aming mga piyesa ng panlililak sa laptop ay...
-
Mga bahagi ng high-end na panlililak sa oven
Ang aming High-end na oven stamping parts ay pr...
Balita sa Industriya
Bahay / Balita / Balita sa Industriya / Gabay sa Deep Drawing Metal Stamping Dies para sa Automotive Parts
Gabay sa Deep Drawing Metal Stamping Dies para sa Automotive Parts
2026-03-30
Namatay ang Mga Batayan ng Malalim na Pagguhit sa Metal Stamping
Sa kumplikadong mundo ng pagmamanupaktura, Namatay ang Metal Stamping nagsisilbing backbone para sa mass-producing precise metal components. Kabilang sa iba't ibang uri ng mga pagpapatakbo ng panlililak, ang malalim na pagguhit ay namumukod-tangi bilang isang kritikal na proseso para sa pagbabago ng flat sheet metal sa tatlong-dimensional na guwang na mga hugis. Hindi tulad ng simpleng pagyuko o paggupit, ang malalim na pagguhit ay nagsasangkot ng isang sopistikadong interplay ng mga puwersa kung saan ang isang suntok ay pinipilit ang isang blangko ng metal sa isang lukab ng die. Ang pangunahing layunin ay kontrolin ang daloy ng materyal, tinitiyak na ang sheet ay umaabot at dumadaloy sa nais na geometry nang hindi nakompromiso ang integridad ng istruktura o pagkakapareho ng kapal nito. Ang prosesong ito ay mahalaga para sa paglikha ng mga bahagi na nangangailangan ng makabuluhang lalim na nauugnay sa kanilang diameter, isang karaniwang kinakailangan sa mga industriya mula sa mga consumer goods hanggang sa mabibigat na makinarya.
Ang mga mekanika ng malalim na pagguhit ay lubos na umaasa sa plastic deformation ng materyal. Habang bumababa ang suntok, iginuhit ang blangko ng metal sa ibabaw ng die radius. Ang lugar ng blangko na nasa ibabaw ng die opening ay nagiging dingding ng tasa o bahagi, habang ang panlabas na flange ay iginuhit nang radially papasok. Ang radial drawing na ito ay nagiging sanhi ng pag-urong ng flange diameter, na natural na nag-uudyok ng compressive hoop stresses. Kung ang mga stress na ito ay hindi pinamamahalaan nang tama, ang materyal ay mabaluktot, na humahantong sa mga wrinkles. Sa kabaligtaran, kung ang tensile stress sa dingding ng tasa ay lumampas sa lakas ng ani ng materyal, ang bahagi ay mapupunit o pumutok. Samakatuwid, ang disenyo ng Namatay ang Metal Stamping para sa malalim na pagguhit ay hindi lamang tungkol sa hugis; ito ay tungkol sa pamamahala ng stress.
Pagkontrol sa Daloy ng Materyal at Pag-iwas sa mga Depekto
Upang makamit ang isang matagumpay na deep draw, dapat maingat na kontrolin ng mga inhinyero ang mga parameter tulad ng blank holder force at die clearance. Ang blank holder, o pressure pad, ay naglalapat ng isang tiyak na dami ng puwersa sa flange ng blangko. Ang puwersang ito ay isang maselan na balanse: ito ay dapat na sapat na mataas upang maiwasan ang materyal mula sa kulubot habang ito ay dumadaloy papasok, ngunit sapat na mababa upang payagan ang materyal na malayang dumausdos sa die cavity. Kung ang puwersa ay masyadong mataas, ang materyal ay hindi maaaring dumaloy, na humahantong sa pagnipis at sa wakas ay bali sa radius ng suntok. Kung ito ay masyadong mababa, ang mga compressive stress sa flange ay nagdudulot ng hindi magandang tingnan at mahinang mga wrinkles sa istruktura.
Ang die clearance ay isa pang mahalagang kadahilanan. Ito ay tumutukoy sa agwat sa pagitan ng suntok at ng die wall. Sa karaniwang malalim na pagguhit, ang clearance ay karaniwang bahagyang mas malaki kaysa sa kapal ng sheet upang payagan ang materyal na dumaloy nang walang labis na pamamalantsa. Gayunpaman, sa mga prosesong kilala bilang "pagnipis ng malalim na pagguhit" o "pagpaplantsa," sadyang itinatakda ang clearance na mas maliit kaysa sa paunang kapal ng materyal. Binabawasan nito ang kapal ng pader at pinatataas ang taas ng bahagi habang pinapabuti ang pagtatapos ng ibabaw at katumpakan ng dimensional. Upang mapadali ang daloy na ito at mabawasan ang alitan, na bumubuo ng init at pagkasira, ang pagpapadulas ay kritikal. Ang mga advanced na lubricant at surface coatings sa mismong die ay tumutulong sa pagpapahaba ng buhay ng die at matiyak ang pare-parehong kalidad ng bahagi.
Mga Karaniwang Depekto at Solusyon
- Kulubot: Sanhi ng labis na compressive stress sa flange. Malutas sa pamamagitan ng pagtaas ng puwersa ng blank holder o paggamit ng mga draw beads upang higpitan ang daloy.
- Bali/Pagpunit: Nangyayari kapag ang tensile stress ay lumampas sa mga limitasyon ng materyal. Nalutas sa pamamagitan ng pagtaas ng die clearance, pagpapabuti ng lubrication, o pagsusubo ng materyal upang maibalik ang ductility.
- Earing: Hindi pantay na taas sa tuktok ng iginuhit na bahagi dahil sa anisotropy sa istraktura ng butil ng metal. Kinokontrol sa pamamagitan ng pag-optimize ng blangko na oryentasyon o pag-trim na mga operasyon.
Pagsasama sa Progressive Molds para sa Automotive Parts
Bagama't karaniwan ang single-stage deep drawing para sa malalaki at simpleng bahagi, ang industriya ng automotive ay kadalasang nangangailangan ng mataas na dami ng produksyon ng mga kumplikadong bahagi. Ito ay kung saan ang mga Progressive molds para sa mga bahagi ng automotive ay nagiging kailangang-kailangan. Sa isang progresibong pag-setup ng die, isang strip ng metal ang dumadaan sa maraming istasyon sa loob ng isang die. Ang bawat istasyon ay nagsasagawa ng iba't ibang operasyon—pagbutas, pagyuko, at pagguhit—hanggang sa magawa ang isang natapos na bahagi sa huling istasyon. Ang pagsasama ng malalim na pagguhit sa isang progresibong die ay teknikal na hamon dahil ang materyal ay dapat dalhin sa pagitan ng mga istasyon nang hindi binabaluktot ang iginuhit na hugis.
Ginagamit ng mga automotive manufacturer ang mga progresibong hulma na ito para likhain ang lahat mula sa maliliit na bracket ng connector hanggang sa malalaking elemento ng istruktura. Halimbawa, ang paggawa ng mga bahagi ng fuel system o mga bahagi ng tambutso ay kadalasang nagsasangkot ng isang serye ng mga hakbang sa pagguhit sa loob ng isang progresibong linya. Ang kalamangan ay nakasalalay sa bilis at pagkakapare-pareho. Sa pamamagitan ng pag-automate ng paglipat ng bahagi mula sa isang yugto ng pagguhit patungo sa susunod, ang mga tagagawa ay makakagawa ng libu-libong bahagi kada oras na may kaunting interbensyon ng tao. Gayunpaman, ang disenyo ng Progressive molds para sa mga bahagi ng automotive ay nangangailangan ng maingat na pagsasaalang-alang sa "carrier strip," na humahawak sa bahagi habang ito ay gumagalaw sa die. Ang carrier ay dapat sapat na malakas upang mapaglabanan ang mga puwersa ng pagguhit ngunit madaling ihiwalay mula sa huling bahagi.
Mga Advanced na Structural Design para sa Complex Geometry
Habang nagiging mas aerodynamic ang mga disenyo ng sasakyan at mas mahigpit ang mga regulasyon sa kaligtasan, tumataas ang geometric na kumplikado ng mga naselyohang bahagi. Ang karaniwang deep drawing dies ay kadalasang hindi makakamit ang mga kinakailangang depth o hugis sa isang hit. Dahil dito, ang mga espesyal na disenyo ng istruktura ay binuo upang matugunan ang mga teknikal na pangangailangang ito. Ang mga disenyong ito ay nagbibigay-daan para sa multi-stage forming sa loob ng isang press stroke o sa maraming operasyon, na tinitiyak na kahit na ang pinaka masalimuot na guwang na bahagi ay maaaring gawin nang mahusay.
| Uri ng Mamatay | Function | Aplikasyon |
| Inverted Initial Deep Drawing | Ang suntok ay gumagalaw pataas o ang mamatay ay gumagalaw pababa upang mabuo ang bahagi mula sa loob palabas sa simula. | Ginagamit para sa mga bahagi na nangangailangan ng mataas na katatagan sa unang yugto ng pagbuo. |
| Blangkong Holder-less Reverse Drawing | Muling iginuhit ang bahagi sa kabilang direksyon nang walang tradisyunal na blank holder, na umaasa sa die geometry. | Tamang-tama para sa pagbabawas ng diameter habang ang pagtaas ng taas sa mga susunod na yugto. |
| Double-Die Thinning Drawing | Gumagamit ng dalawang concentric dies upang manipis ang kapal ng pader nang malaki habang pinahaba ang bahagi. | Paggawa ng mga high-pressure na cylinder o tumpak na automotive housing. |
Baliktad na Mga Teknik sa Pagguhit
Ang reverse drawing ay isang makapangyarihang pamamaraan na ginagamit kapag ang isang bahagi ay kailangang iguhit nang mas malalim kaysa sa pinapayagan ng materyal sa isang solong forward draw. Sa prosesong ito, ang bahagyang iginuhit na tasa ay inilalabas sa loob o iginuhit sa kabilang direksyon sa susunod na istasyon. Ang gawaing ito ay nagpapatigas sa materyal sa ibang paraan at nagbibigay-daan para sa mas malaking depth-to-diameter ratios. Ang blank holder-less reverse deep drawing dies ay partikular na kapaki-pakinabang dito, dahil pinapasimple nila ang istraktura ng tooling habang pinapanatili ang kontrol sa daloy ng materyal sa panahon ng proseso ng inversion.
Pagpapahusay sa Die Life at Surface Quality
Ang haba ng buhay ng Namatay ang Metal Stamping ay direktang nauugnay sa kalidad ng ibabaw ng mga ginawang bahagi at ang pagiging epektibo ng gastos ng linya ng pagmamanupaktura. Ang malalim na pagguhit ay nagsasangkot ng malaking alitan at presyon, na maaaring humantong sa galling (materyal na dumidikit sa die) at pagkasira. Upang labanan ito, ang modernong paggawa ng die ay gumagamit ng mga advanced na pamamaraan ng polishing at coating. Ang pagpapakintab sa die radii sa isang mirror finish ay nagpapababa ng friction, na nagpapahintulot sa metal na dumaloy nang maayos. Higit pa rito, ang mga coatings tulad ng Titanium Nitride (TiN) o Diamond-Like Carbon (DLC) ay inilalapat sa gumaganang ibabaw ng die.
Ang mga coatings na ito ay nagbibigay ng matigas at mababang friction surface na lumalaban sa abrasion at corrosion. Sa konteksto ng Progressive molds para sa mga bahagi ng sasakyan, kung saan kritikal ang oras ng pag-andar, binabawasan ng mga coated dies ang dalas ng paghinto ng maintenance at mga rate ng pagtanggi ng bahagi. Bilang karagdagan, ang pagpili ng mga materyales sa die ay mahalaga. Ang mga high-carbon, high-chromium na tool steel ay kadalasang ginagamit para sa kanilang wear resistance, habang ang mga tungsten carbide insert ay maaaring gamitin sa mga high-volume na application kung saan kinakailangan ang matinding tibay. Sa pamamagitan ng pagsasama-sama ng matatag na disenyo ng istruktura at engineering sa ibabaw, matitiyak ng mga tagagawa na ang deep drawing ay gumaganap nang maaasahan sa milyun-milyong mga cycle.
Mga Application sa Modern Automotive Manufacturing
Ang aplikasyon ng teknolohiya ng malalim na pagguhit ay nasa lahat ng dako sa sektor ng automotive. Ang isa sa mga pinaka-klasikong halimbawa ay ang paggawa ng mga automotive fuel tank. Ang mga sangkap na ito ay nangangailangan ng mga kumplikado, guwang na hugis na makatiis sa panloob na presyon at panlabas na epekto. Ang malalim na pagguhit ay nagbibigay-daan para sa paglikha ng mga walang putol na lalagyang ito mula sa sheet metal, na tinitiyak ang integridad na hindi lumalabas. Katulad nito, ang mga enamel basin at lababo, habang ang mga consumer goods, ay nagbabahagi ng parehong mga prinsipyo sa pagmamanupaktura, na nagpapakita ng versatility ng proseso.
Sa panahon ng mga de-kuryenteng sasakyan (EV), ang demand para sa mga deep drawn parts ay tumaas. Ang mga casing ng baterya, motor housing, at structural crash box ay kadalasang gumagamit ng malalim na proseso ng pagguhit upang makamit ang magaan ngunit matibay na mga enclosure. Ang kakayahang magpanipis ng materyal sa panahon ng proseso ng pagguhit (pagnipis ng malalim na pagguhit) ay nakakatulong na bawasan ang kabuuang bigat ng sasakyan, na mahalaga para sa pagpapalawak ng saklaw ng baterya. Habang umuusad ang industriya patungo sa mas magaan na materyales tulad ng aluminum at high-strength steel, ang papel ng espesyal na Metal Stamping Dies ay nagiging mas kitang-kita. Dapat ibagay ng mga inhinyero ang mga disenyo ng die upang mahawakan ang iba't ibang katangian ng spring-back at mga limitasyon sa pagkaporma ng mga advanced na haluang ito, na tinitiyak na ang susunod na henerasyon ng mga sasakyan ay parehong ligtas at mahusay.
Nakaraang Post
Precision Stamping Dies para sa Electronics at Home Appliances: High-Efficiency Manufacturing Solutions noong 2026
Susunod na Post
Gabay sa Metal Stamping at Drawing Parts
Ang aming Mga produkto.
Simulan ang Iyong Negosyo sa isang OEM Manufacturer Dito mismo!
Magbigay ng mga pandaigdigang customer ng kumpletong turn-key na solusyon
sa pamamagitan ng
pagbabago!
MABILIS NA LINK
IMPORMASYON SA CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Copyright © Suzhou Shuangqisi Mould Equipment Co., Ltd. Lahat ng Karapatan ay Nakalaan. Custom Stamping Die Mga Tagagawa ng Metal Stamping Die
