-
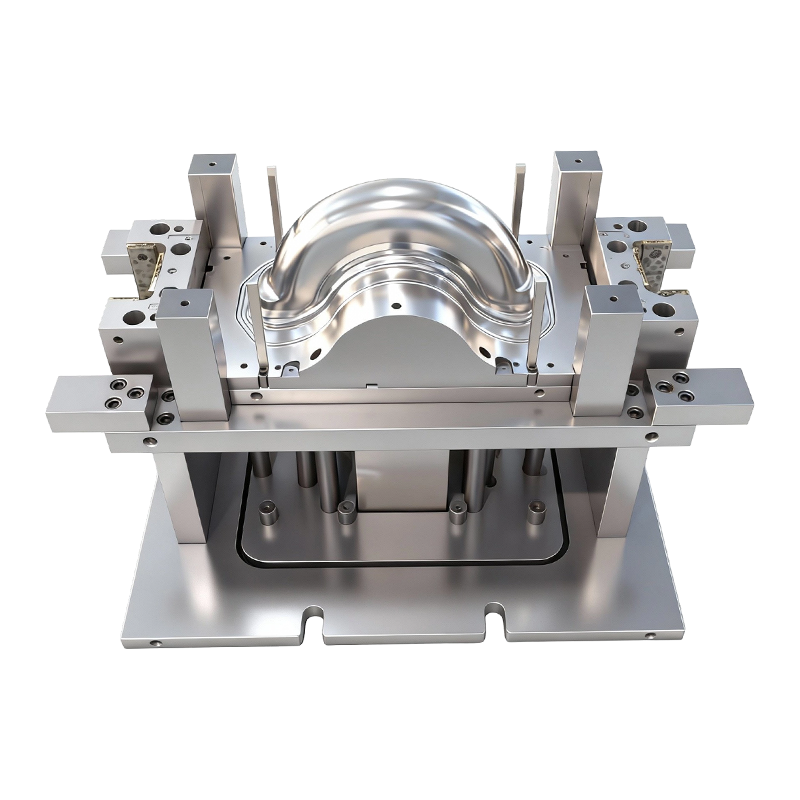
Malalim na pagguhit ng amag para sa harap at likurang mga gulong ng dalawang gulong na de-kuryenteng sasakyan
Ang Deep drawing mold na ito para sa harap at l...
-
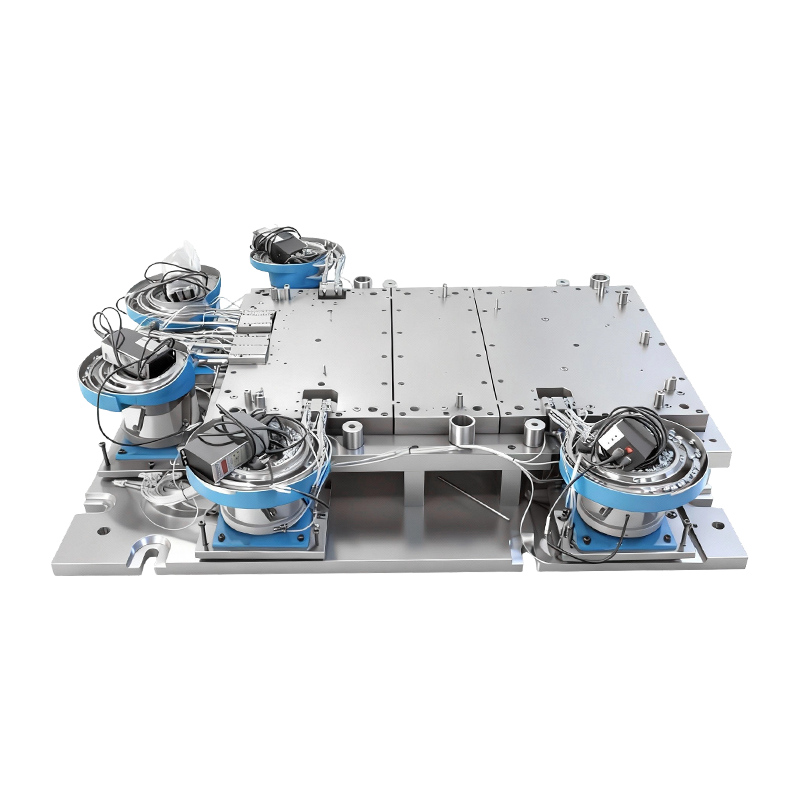
Awtomatikong riveting mol para sa malaking computer machine base
Ang Automatic Riveting Mould na ito para sa Mal...
-
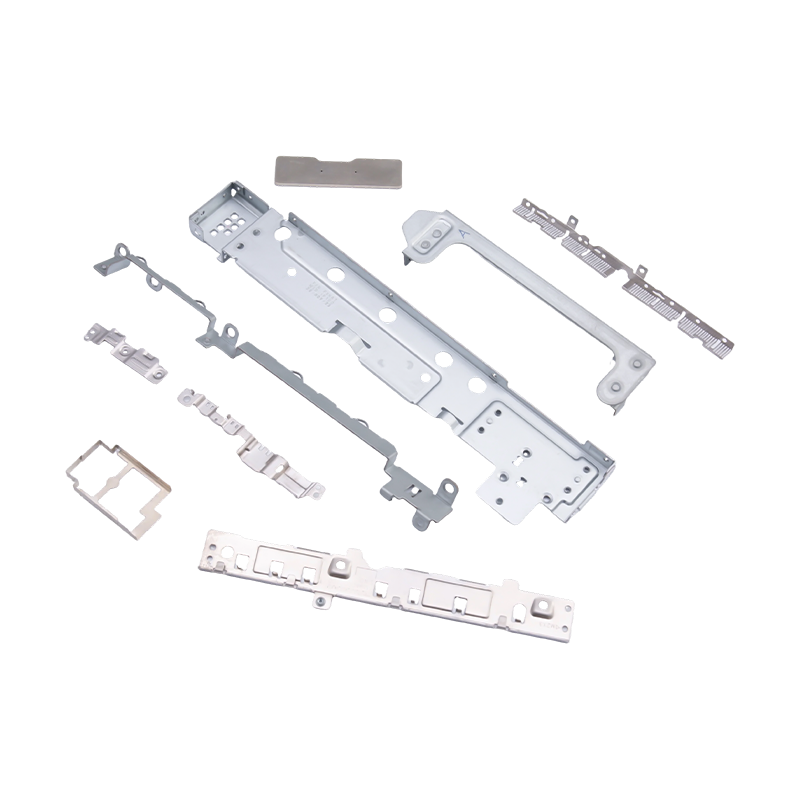
Maliit na naselyohang bahagi para sa mga laptop at mobile phone
Bilang mahahalagang panloob na bahagi para sa m...
-
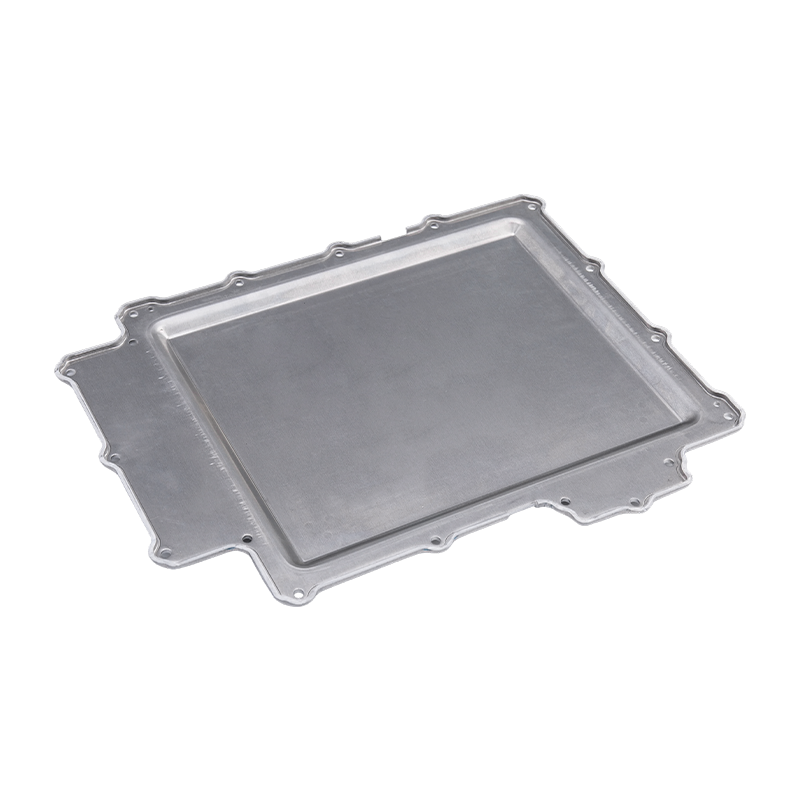
Mga bahagi ng panlililak sa takip ng baterya
Ang aming Battery cover stamping parts ay preci...
-
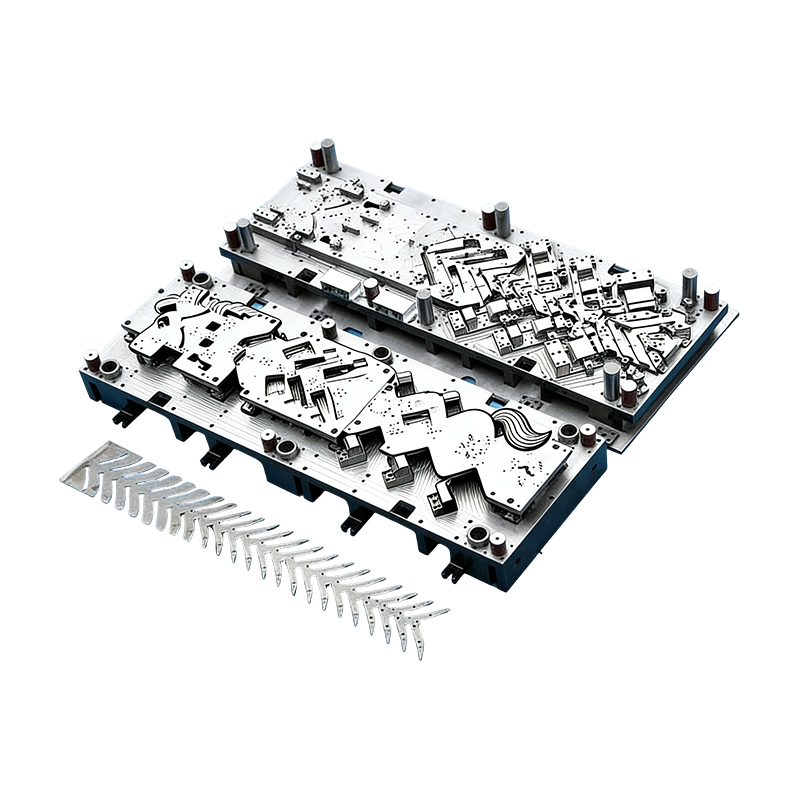
Mga progresibong hulma para sa mga bahagi ng sasakyan
Ang Continuous mold na ito para sa automotive m...
Balita sa Industriya
Gabay sa Metal Stamping at Drawing Parts
2026-03-23
Ano ang Mga Bahagi ng Metal Stamping at Paano Ginagawa ang mga Ito
Mga bahagi ng panlililak ng metal ay precision-formed metal na mga bahagi na ginawa sa pamamagitan ng paglalapat ng kontroladong puwersa sa pamamagitan ng stamping press upang i-deform ang sheet metal sa isang tinukoy na hugis gamit ang hardened tool steel dies. Ang proseso ay sumasaklaw sa isang pamilya ng mga operasyon — blanking, piercing, bending, forming, coining, at embossing — na maaaring isagawa nang isa-isa sa single-stage dies o pinagsama sa progressive o transfer dies na kumukumpleto ng maraming operasyon sa isang press stroke. Ang resulta ay isang component na may pare-parehong geometry, mahigpit na dimensional tolerance, at surface finish na mga katangian na ganap na tinutukoy ng disenyo ng die kaysa sa kasanayan ng operator, na ginagawang ang stamping ay isa sa mga pinaka-ulit at nasusukat na proseso ng pagbuo ng metal na available sa mga manufacturer.
Ang ekonomiya ng mga bahagi ng metal stamping ay hinihimok ng die amortization sa mataas na dami ng produksyon. Kapag naisagawa na ang pamumuhunan sa tooling, ang bawat piraso na halaga ng mga naselyohang bahagi ay mabilis na bumababa sa dami — ginagawang pagtatatak ang nangingibabaw na proseso ng pagbuo para sa anumang aplikasyon na nangangailangan ng libu-libo o milyon-milyong magkakahawig na bahagi ng metal. Para sa mga tagagawa ng appliance sa bahay na gumagawa ng milyun-milyong unit taun-taon at mga automotive OEM na may modelong tumatakbo sa daan-daang libo, ang cost-per-part na bentahe ng stamping over machining o casting ay mapagpasyahan. Ang pare-parehong kapal at mahigpit na pagpapaubaya ay awtomatikong pinapanatili ng die geometry, na inaalis ang dimensional na pagkakaiba-iba na nangangailangan ng manu-manong inspeksyon at pag-uuri sa hindi gaanong tumpak na mga pamamaraan ng pagmamanupaktura.
Mga Produkto ng Bahagi ng Pagguhit ng Metal: Mga Prinsipyo at Kakayahang Proseso
Ang mga produktong bahagi ng pagguhit ng metal ay ginawa sa pamamagitan ng malalim na pagguhit — isang sub-prosesong pantatatak kung saan ang isang flat sheet na blangko ng metal ay radially na iginuhit sa isang bumubuo ng die sa pamamagitan ng mekanikal na pagkilos ng isang suntok, na lumilikha ng isang guwang, walang tahi na bahagi na may lalim na lampas sa diameter nito. Ang malalim na pagguhit ay ang proseso sa likod ng mga cylindrical na lata, tasa, shell, housing, at enclosure sa halos lahat ng industriya ng pagmamanupaktura. Hindi tulad ng mga operasyong baluktot o pag-blangko na naggugupit o nagtupi ng materyal, ang malalim na pagguhit ay nagpapa-deform sa metal sa pamamagitan ng pagdudulot ng kontroladong daloy ng materyal mula sa flange area papunta sa die cavity, na ginagawang three-dimensional na anyo ang flat sheet nang hindi inaalis ang materyal.
Ang kalidad ng mga produktong bahagi ng pagguhit ng metal ay nakasalalay sa tumpak na pamamahala ng ilang mga parameter ng prosesong nakikipag-ugnayan: puwersa ng blank holder, bilis ng suntok, pagpapadulas, ductility ng materyal, at ang ratio ng draw — ang ugnayan sa pagitan ng blangko na diameter at diameter ng suntok. Ang paglampas sa limitasyon ng ratio ng pagguhit ng materyal nang walang intermediate annealing ay nagdudulot ng pagkunot, pagkapunit, o hindi pagkakapareho ng kapal ng pader na nagiging dahilan upang hindi magamit ang bahagi. Gumagamit ang mga modernong deep drawing operations ng finite element simulation sa panahon ng die design upang mahulaan ang daloy ng materyal at i-optimize ang mga parameter ng proseso bago i-cut ang anumang tool, na makabuluhang binabawasan ang oras ng pag-develop at scrap na nauugnay sa mga empirical na trial-and-error approach.
Mga Pangunahing Pagkakaiba sa Pagitan ng Stamping at Deep Drawing
- Bahagi ng geometry — Ang mga metal stamping parts ay karaniwang flat o shallow-formed component na ginawa sa isang press stroke, habang ang mga metal drawing part na produkto ay hollow, three-dimensional na mga shell na ginawa sa pamamagitan ng progresibong daloy ng materyal sa isa o maraming yugto ng draw.
- Materyal na estado ng stress — Pangunahing pinasasailalim ng pagtatatak ang materyal sa mga tensile, compressive, o bending stresses sa eroplano ng sheet. Ang malalim na pagguhit ay lumilikha ng isang kumplikadong biaxial stress state — makunat sa dingding, compressive sa flange — na nangangailangan ng mga materyales na may mataas na pagpahaba at mababang yield-to-tensile strength ratios para sa matagumpay na pagbuo.
- Ang pagiging kumplikado ng tool — Ang deep drawing dies ay nangangailangan ng tumpak na clearance control sa pagitan ng punch at die, mga blank holder system, at kadalasang maraming yugto ng redraw para sa malalalim na bahagi, na ginagawang mas kumplikado at magastos ang tooling kaysa sa katumbas na volume na stamping dies para sa mga flat-formed na bahagi.
- Mga kinakailangan sa pagtatapos sa ibabaw — Ang mga produktong bahagi ng pagguhit ng metal na ginagamit sa mga nakikitang aplikasyon — gaya ng mga appliance housing o cosmetic packaging — ay nangangailangan ng maingat na pamamahala ng pagpapadulas at pagwawakas sa ibabaw ng die upang maiwasan ang mga marka ng tool, galling, at orange-peel texture sa iginuhit na ibabaw.
Mga Materyales na Ginamit sa Metal Stamping at Drawing Operations
Pagpili ng materyal para sa mga bahagi ng panlililak ng metal at mga produktong bahagi ng pagguhit ng metal ay isa sa mga pinakakinahinatnang desisyon sa proseso ng pagbuo ng bahagi. Ang napiling materyal ay dapat matugunan ang mga mekanikal na kinakailangan sa pag-aari ng aplikasyon, ang mga hinihingi sa formability ng proseso ng pagtatatak o pagguhit, ang mga kinakailangan sa ibabaw na tapusin ng natapos na bahagi, at ang mga hadlang sa gastos ng programa sa pagmamanupaktura. Ang mga sumusunod na materyales ay tumutukoy sa malaking mayorya ng naselyohang at iginuhit na mga bahagi sa mga sektor ng industriya.
| materyal | Mga Pangunahing Katangian | Mga Karaniwang Aplikasyon |
| Mababang carbon na bakal (DC01–DC06) | Napakahusay na formability, mababang gastos, weldable | Mga panel ng appliance, bracket, body reinforcements |
| High-strength na bakal (HSS/AHSS) | Mataas na lakas ng ani, pagsipsip ng enerhiya ng pag-crash | Mga bahagi ng istruktura at kaligtasan ng sasakyan |
| Galvanized / electro-galvanized na bakal | Corrosion resistance, napipintura | Mga batya ng washing machine, mga frame ng refrigerator |
| Hindi kinakalawang na asero (304, 430) | Corrosion resistance, malinis na ibabaw | Mga panloob na liner ng appliance, kagamitan sa pagkain |
| Aluminyo haluang metal (1xxx, 3xxx, 5xxx) | Magaan, lumalaban sa kaagnasan | Mga panel ng katawan ng sasakyan, mga palitan ng init |
| Copper at tanso | Electrical conductivity, formability | Mga de-koryenteng contact, konektor, terminal |
Mga Bahagi ng Metal Stamping sa Home Appliance Manufacturing
Ang pagmamanupaktura ng appliance sa bahay ay isa sa pinakamalaki at pinaka-hinihingi na sektor ng aplikasyon para sa mga bahagi ng metal stamping. Ang bawat pangunahing kategorya ng appliance — mga refrigerator, washing machine, air conditioner, dishwasher, at mga kagamitan sa pagluluto — ay naglalaman ng dose-dosenang hanggang daan-daang naselyohang bahagi na gumaganap ng istruktura, functional, at aesthetic na mga tungkulin nang sabay-sabay. Ang dimensional consistency na ibinibigay ng stamping ay mahalaga sa appliance assembly, kung saan ang mga component mula sa maraming supplier ay dapat magkasya sa loob ng mahigpit na assembly tolerances sa high-speed production lines.
Mga refrigerator
Ang mga frame ng pinto ng refrigerator ay kabilang sa mga pinaka-dimensyon na kritikal na bahagi ng panlililak sa paggawa ng appliance. Dapat mapanatili ng frame ng pinto ang flatness at straightness sa loob ng mahigpit na tolerance upang matiyak ang pare-parehong contact sa gasket ng pinto sa buong perimeter nito — isang kinakailangan na direktang nauugnay sa rating ng energy efficiency ng refrigerator. Anumang dimensional deviation na lumilikha ng mga gasket gaps ay nagreresulta sa malamig na hangin na tumutulo, tumaas na oras ng pagtakbo ng compressor, at pagkonsumo ng enerhiya na mas mataas sa sertipikadong rating. Ang kakayahan ng Stamping na hawakan ang mga pagpapaubaya na ito nang tuluy-tuloy sa buong produksyon ng mataas na dami ang dahilan kung bakit ito ang tanging praktikal na paraan ng pagmamanupaktura para sa application na ito.
Mga Makinang Panglaba
Ang mga bracket ng inner tub ng washing machine ay mga stamping parts na dapat makatiis ng makabuluhang dynamic load — ang mga puwersang sentripugal sa panahon ng mga spin cycle ay maaaring umabot ng ilang daang kilo — habang pinapanatili ang tumpak na posisyon sa pagitan ng tub, drum bearings, at motor assembly. Ang katumpakan ng dimensional ng bracket ay direktang nakakaapekto sa balanse ng vibration sa panahon ng high-speed na pag-ikot, na tumutukoy naman sa mga antas ng ingay, buhay ng bearing, at buhay ng pagkapagod sa istruktura ng buong makina. Ang mga naselyohang bracket na ginawa na may pare-parehong kapal at mahigpit na pagpapaubaya ay nag-aalis ng pagkakaiba-iba ng assembly na kung hindi man ay mangangailangan ng mga indibidwal na pagsasaayos ng pagbabalanse sa bawat unit.
Mga Air Conditioner
Gumagamit ang chassis ng air conditioner ng stamping parts para sa stable na load-bearing at tumpak na pagkakabit ng compressor, fan motor, heat exchanger, at mga electrical component. Dapat mapanatili ng chassis ang dimensional geometry nito sa pamamagitan ng mga mekanikal na stress ng transportasyon, pag-install, at mga taon ng vibration mula sa compressor at fan. Ang stamped steel chassis na may pare-parehong kapal ng pader ay nagbibigay ng stiffness-to-weight ratio na kinakailangan para sa mga application na ito nang walang gastos sa machined o cast na mga alternatibo.
Mga Application sa Sasakyan: Kaligtasan, Katumpakan, at Pagganap
Sa sektor ng automotive, ang mga bahagi ng metal stamping ay kritikal sa kaligtasan at pagganap sa mga paraan na ginagawang hindi mapag-usapan ang katumpakan ng dimensional at integridad ng materyal. Ang mga detalye ng automotive stamping ay kabilang sa pinakamahigpit sa anumang industriya ng pagmamanupaktura, na may mga dimensional na tolerance sa mga bahaging kritikal sa kaligtasan na sinusukat sa ikasampu ng isang milimetro at mga kinakailangan sa materyal na ari-arian na na-verify sa pamamagitan ng kontrol sa proseso ng istatistika kaysa sa pag-inspeksyon ng sampling.
Mga Bahagi ng Preno at Suspensyon
Ang mga bahagi ng brake caliper ay kumakatawan sa ilan sa mga pinaka-hinihingi na aplikasyon para sa mga bahagi ng metal stamping sa sektor ng automotive. Ang caliper bracket at mounting hardware ay dapat magpanatili ng tumpak na geometry upang matiyak ang tamang pad alignment, kahit na clamping force distribution, at pare-parehong performance ng braking sa buong hanay ng operating temperature at load. Ang katumpakan ng mataas na dimensyon ng Stamping — karaniwang ±0.1mm o mas mahusay sa mga kritikal na tampok sa tooling ng produksyon — ay nakakatugon sa mga kinakailangang ito sa mga volume at gastos na hinihingi ng pagmamanupaktura ng sasakyan. Anumang paglihis mula sa tinukoy na geometry sa mga bahagi ng preno ay direktang nagsasalin sa pagkakaiba-iba ng pagganap ng pagpepreno na nakakaapekto sa sertipikasyon sa kaligtasan ng sasakyan.
Mga Istraktura ng Upuan at Mga Pagpapatibay ng Katawan
Ang mga bracket ng upuan at body panel reinforcement ay umaasa sa mataas na dimensyon na katumpakan ng stamping upang matugunan ang mga mahigpit na pamantayan sa kaligtasan ng sasakyan sa pagsubok sa pagganap ng pag-crash. Ang mga bracket ng upuan ay dapat mapanatili ang integridad ng daanan ng pag-load sa ilalim ng matinding pwersang nabuo sa mga kaganapan sa harap at side impact, na tinitiyak na gumagana ang mga occupant restraint system gaya ng idinisenyo. Ang mga body panel reinforcement — mga door intrusion beam, B-pillar insert, at floor tunnel reinforcement — ay lalong ginagawa mula sa advanced high-strength steel stampings na sumisipsip ng crash energy sa pamamagitan ng kinokontrol na deformation, isang gawi na kritikal na nakadepende sa tumpak na pagkakapare-pareho ng kapal ng materyal at katumpakan ng geometry. Ang versatility ng metal stamping parts sa mga application na ito na kritikal sa kaligtasan ay ginagawa itong kailangang-kailangan para sa maaasahan, cost-effective na pagmamanupaktura sa sektor ng automotive.
Quality Control at Tolerance Management sa Stamping Production
Ang pagpapanatili ng dimensional na pare-pareho sa buong produksyon ng high-volume stamping ay nangangailangan ng isang sistematikong diskarte sa kontrol sa kalidad na nagsisimula sa disenyo ng die at nagpapatuloy sa bawat yugto ng produksyon. Ang dimensional na katumpakan na ginagawang mahalaga ang mga bahagi ng metal stamping sa pag-assemble — binabawasan ang mga puwang sa pagpupulong, pagbabawas ng mga gastos sa produksyon, at pagpapahusay ng tibay ng produkto — ay hindi isang awtomatikong resulta ng proseso ng stamping. Ito ay resulta ng disiplinadong kontrol sa proseso na patuloy na inilalapat sa buong buong produksyon.
- Unang artikulo inspeksyon (FAI) — Ang buong dimensional na pag-verify ng mga unang bahagi ng produksyon laban sa pagguhit ng engineering gamit ang coordinate measuring machine (CMM) ay nagpapatunay na ang die ay gumagawa ng mga bahagi sa loob ng tolerance bago magsimula ang volume production. Ang data ng FAI ay nagbibigay ng baseline kung saan sinusukat ang kasunod na variation ng produksyon.
- Statistical process control (SPC) — Ang patuloy na pagsubaybay sa mga kritikal na dimensyon sa panahon ng produksyon gamit ang mga control chart ay kinikilala ang proseso ng drift bago ito makagawa ng mga bahaging wala sa tolerance, na nagpapagana ng mga preventive tool na pagsasaayos sa halip na reaktibong paggawa ng scrap.
- Mga iskedyul ng pagpapanatili ng mamatay — Progressive die wear — partikular na sa cutting edges, bend radii, at draw beads — direktang nakakaapekto sa mga sukat ng bahagi. Ang mga structured na pagitan ng pagpapanatili ng die batay sa bilang ng bahagi, na may dimensional na pag-verify sa bawat agwat, pinipigilan ang tolerance drift na dulot ng pagkasira ng tool mula sa pag-abot sa mga naka-assemble na produkto.
- Materyal na papasok na inspeksyon — Ang pagkakaiba-iba ng kapal ng sheet ng metal, paglihis ng lakas ng ani, at kondisyon ng ibabaw ay lahat ay nakakaapekto sa mga sukat ng bahagi ng stamping at pag-uugali ng springback. Ang papasok na pag-verify ng materyal laban sa mga certified mill test na ulat at statistical sampling ng mga pisikal na katangian ay pumipigil sa materyal-induced dimensional variation mula sa pagpasok sa proseso.
-

Nakaraang Post
Gabay sa Deep Drawing Metal Stamping Dies para sa Automotive Parts
Susunod na Post
Mga Bahagi ng Metal Stamping para sa Automotive at Home Appliances: Mga Proseso, Materyales at Pamantayan ng Kalidad
Ang aming Mga produkto.
Simulan ang Iyong Negosyo sa isang OEM Manufacturer Dito mismo!
Magbigay ng mga pandaigdigang customer ng kumpletong turn-key na solusyon
sa pamamagitan ng
pagbabago!
MABILIS NA LINK
IMPORMASYON SA CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Copyright © Suzhou Shuangqisi Mould Equipment Co., Ltd. Lahat ng Karapatan ay Nakalaan. Custom Stamping Die Mga Tagagawa ng Metal Stamping Die
