
-
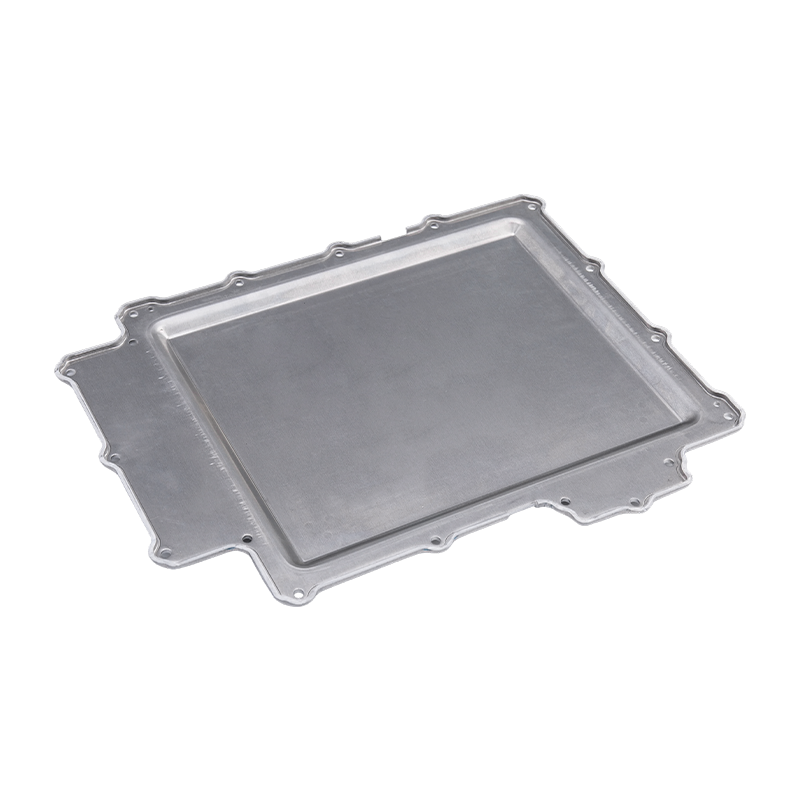
Mga bahagi ng panlililak sa takip ng baterya
Ang aming Battery cover stamping parts ay preci...
-
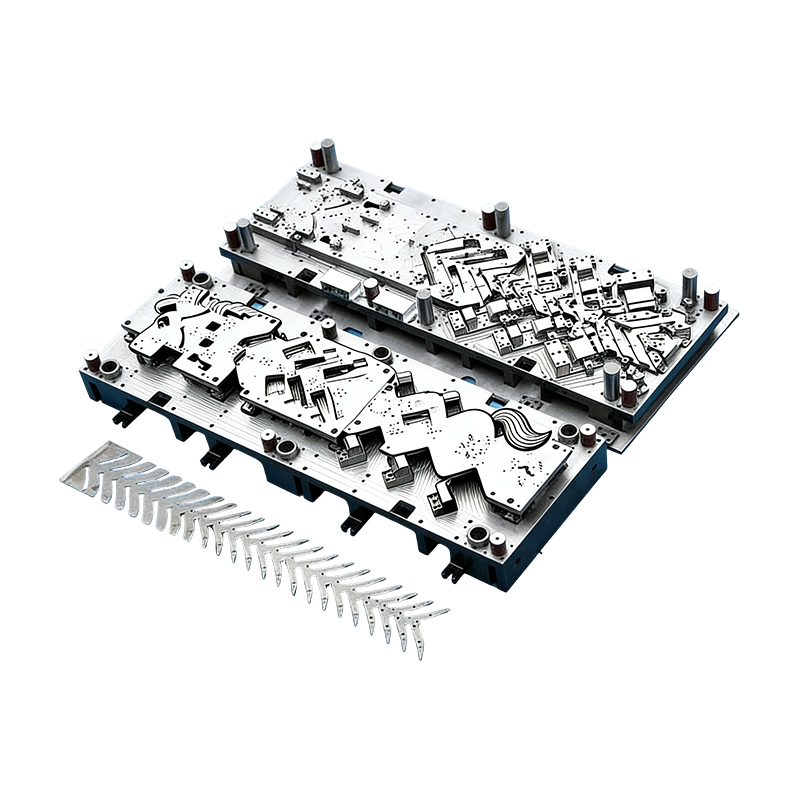
Mga progresibong hulma para sa mga bahagi ng sasakyan
Ang Continuous mold na ito para sa automotive m...
-
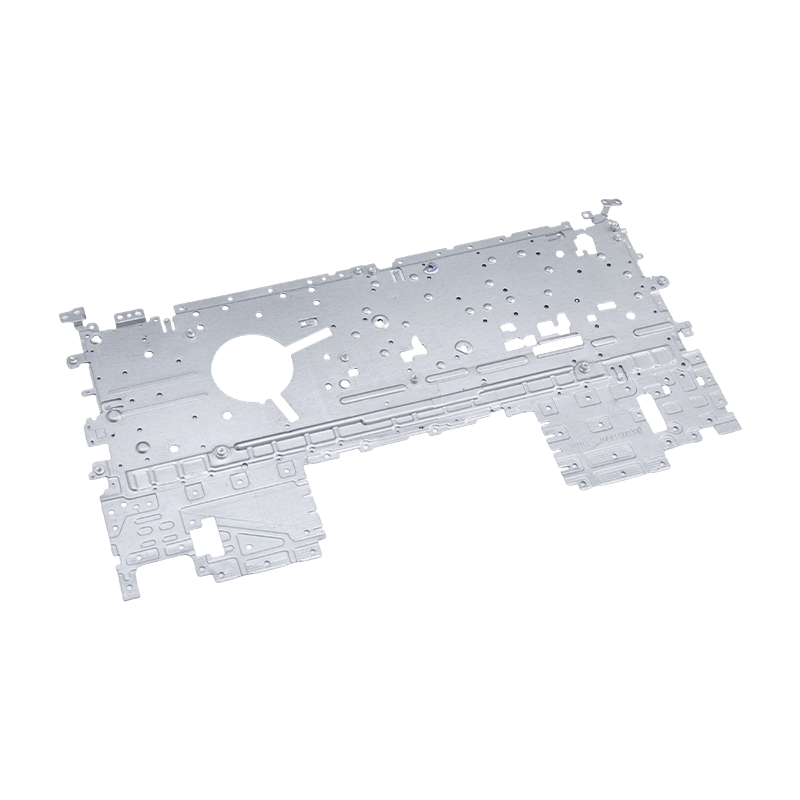
Mga bahagi ng panlililak sa laptop
Ang aming mga piyesa ng panlililak sa laptop ay...
-
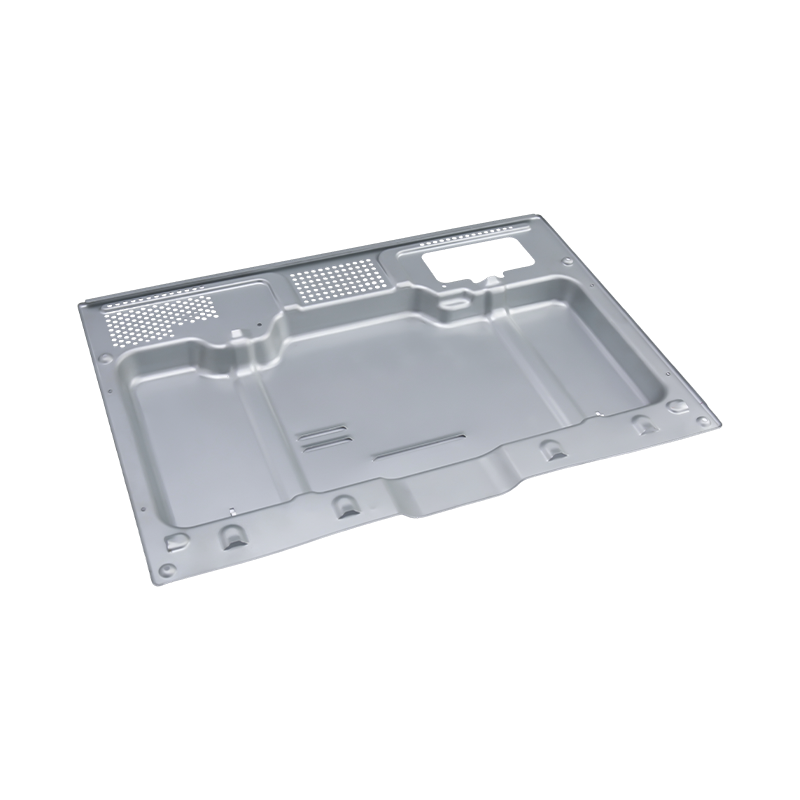
Mga bahagi ng high-end na panlililak sa oven
Ang aming High-end na oven stamping parts ay pr...
-
Mga bahagi ng panlililak sa upuan ng kotse
Ang mga bahagi ng panlililak sa upuan ng kotse ...
-
Mga bahagi ng panlililak sa dulo ng tangke ng gas
Ang mga bahagi ng panlililak sa dulo ng tangke ...
Balita sa Industriya
Bahay / Balita / Balita sa Industriya / Mga Bahagi ng Metal Stamping para sa Automotive at Home Appliances: Mga Proseso, Materyales at Pamantayan ng Kalidad
Mga Bahagi ng Metal Stamping para sa Automotive at Home Appliances: Mga Proseso, Materyales at Pamantayan ng Kalidad
2026-03-16
Ano ang Stamping Manufacturing?
Ang Stamping manufacturing ay isang cold-forming metalworking na proseso kung saan ang flat sheet metal ay inilalagay sa isang stamping press na nilagyan ng custom na die set, at ang mekanikal o hydraulic na puwersa ay inilalapat upang i-cut, yumuko, gumuhit, o i-emboss ang materyal sa isang tiyak na tinukoy na hugis. Ang proseso ay sumasaklaw sa isang malawak na pamilya ng mga operasyon — blanking, piercing, forming, deep drawing, coining, at progressive die stamping — bawat isa ay angkop sa iba't ibang geometries, materyal na kapal, at dami ng produksyon. Ang pinag-iisa ang lahat ng mga operasyong ito ay ang pangunahing bentahe ng panlililak: ang kakayahang makagawa ng malalaking dami ng pare-parehong mga bahagi ng metal na panlililak sa mataas na bilis at mababang gastos sa bawat yunit, na may kaunting basurang materyal kumpara sa mga pamamaraan ng subtractive machining.
Moderno pagmamanupaktura ng panlililak umaasa sa servo-driven at hydraulic presses na mula 20 hanggang mahigit 2,000 toneladang puwersa, na ipinares sa precision tooling na ginawa sa mga tolerance na sinusukat sa micrometers. Binibigyang-daan ng computer-aided die design at simulation software ang mga inhinyero na mahulaan ang daloy ng metal, springback, at pagnipis bago putulin ang isang piraso ng bakal, na kapansin-pansing binabawasan ang mga siklo ng pag-unlad ng tool at mga rate ng pagtanggi sa unang artikulo. Ang resulta ay isang disiplina sa pagmamanupaktura na may kakayahang maghatid ng mga bahagi ng panlililak na metal na nakakatugon sa hinihingi na mga kinakailangan sa dimensional at istruktura ng mga sektor na magkakaibang gaya ng consumer electronics, mga gamit sa bahay, at automotive engineering.
Mga Pangunahing Proseso sa Loob ng Stamping Manufacturing
Ang pag-unawa sa mga partikular na operasyon na bumubuo sa pagmamanupaktura ng stamping ay nakakatulong sa mga procurement engineer at taga-disenyo ng produkto na piliin ang pinaka-cost-effective na diskarte para sa isang partikular na geometry ng bahagi at dami ng produksyon. Ang mga pangunahing kategorya ng proseso ay may mga natatanging kinakailangan sa tool at mga katangian ng output.
Progressive Die Stamping
Ang progresibong die stamping ay nagpapakain ng isang metal strip sa pamamagitan ng isang serye ng mga istasyon sa loob ng isang set ng die, bawat istasyon ay nagsasagawa ng isang operasyon - pagsuntok, pagbingaw, pagbaluktot, o pagbuo - habang umuusad ang strip. Sa oras na lumabas ang strip sa huling istasyon, ang mga ganap na nabuong metal stamping parts ay ihihiwalay mula sa carrier strip at kinokolekta. Ang diskarte na ito ay lubos na mahusay para sa maliliit hanggang katamtamang laki ng mga bahagi na ginawa sa napakataas na volume, tulad ng mga terminal connector, bracket clip, at appliance mounting hardware, dahil ang buong sequence ay tumatakbo sa bilis ng pagpindot nang walang manu-manong paghawak ng bahagi sa pagitan ng mga operasyon.
Malalim na Pagguhit
Ang malalim na pagguhit ay nagko-convert ng flat metal na blangko sa isang guwang, walang tahi na shell sa pamamagitan ng pagpindot nito sa isang die cavity gamit ang isang suntok. Ang proseso ay mahalaga sa paggawa ng mga cylindrical at hugis kahon na mga bahagi kabilang ang washing machine inner tub bracket, inumin lata, at automotive fuel tank housings. Ang pagpili ng materyal ay kritikal sa malalim na pagguhit: ang metal ay dapat magpakita ng sapat na ductility at paborableng mga ratio ng pagbuo upang sumailalim sa malaking plastic deformation na kinakailangan nang hindi mapunit o kulubot. Ang mababang-carbon na bakal, aluminyo na haluang metal, at hindi kinakalawang na asero ay ang pinakakaraniwang malalim na iginuhit na mga materyales sa appliance at automotive stamping application.
Fine Blanking
Ang fine blanking ay isang dalubhasang proseso ng stamping na gumagawa ng mga bahagi na may ginupit na mga gilid ng pambihirang kinis at patag, na inaalis ang pangalawang mga operasyon sa pagtatapos na kinakailangan ng maginoo na pagblangko. Sa pamamagitan ng paglalapat ng counter-pressure at staking ring force nang sabay-sabay sa blanking force, pinapanatili ng fine blanking ang materyal sa isang estado ng compressive stress sa buong proseso ng paggugupit, na gumagawa ng mga cut surface na makinis sa halos buong kapal ng materyal. Ginagawa nitong fine blanking ang gustong proseso para sa mga bahagi ng brake caliper at seat bracket sa mga automotive application, kung saan ang kalidad ng gilid ay direktang nakakaapekto sa fatigue life at assembly fit.
Mga Bahagi ng Metal Stamping sa Home Appliance Manufacturing
Kinakatawan ng mga gamit sa bahay ang isa sa mga domain ng application na may pinakamataas na dami para sa mga bahagi ng metal stamping. Ang kumbinasyon ng pagiging kumplikado ng istruktura, mga kinakailangan sa pagkakapare-pareho ng dimensional, at pagiging sensitibo sa gastos sa pagmamanupaktura ng appliance ay eksaktong nakaayon sa kung ano ang inihahatid ng pagmamanupaktura ng stamping. Sa mga kategorya ng produkto, pinangangasiwaan ng mga naselyohang bahagi ang mga function na nagdadala ng load, alignment, at enclosure na tumutukoy sa pangmatagalang pagiging maaasahan ng appliance.
Sa mga refrigerator, ang mga door frame na ginawa sa pamamagitan ng roll forming at progressive die stamping ay nagbibigay ng matibay na perimeter na sumusuporta sa bigat ng pinto, nagpapanatili ng gasket sealing surface, at tumanggap ng hinge attachment point. Ang katumpakan ng dimensyon sa mga frame na ito ay direktang nakakaapekto sa pagkakahanay ng pinto at kahusayan sa enerhiya — isang frame ng pinto na wala sa tolerance ng kahit isang fraction ng isang milimetro ay maaaring makagawa ng gasket leak na nagpapataas ng dalas ng cycle ng compressor at pagkonsumo ng enerhiya. Ang mga bracket ng inner tub ng washing machine, na kadalasang gawa mula sa galvanized o stainless steel sheet, ay dapat makatiis ng mga high-speed rotation imbalance load at paulit-ulit na thermal cycling nang walang fatigue failure. Ang mga panel ng chassis ng air conditioner ay bumubuo sa structural skeleton ng outdoor unit, na may hawak na mga compressor, fan, at heat exchanger sa tumpak na ugnayang spatial habang lumalaban sa vibration at pagkakalantad sa panahon.
Ang pare-parehong kapal at mahigpit na pagtitiis ng mga bahagi ng metal stamping ay nagpapababa ng mga puwang sa pagpupulong sa lahat ng mga application na ito, na nagpapasimple sa panghuling proseso ng pagpupulong, binabawasan ang pangangailangan para sa mga adjustable na fastener o shimming na mga operasyon, at pagpapabuti ng kalidad ng kosmetiko ng tapos na produkto.
Metal Stamping Parts sa Automotive Applications
Ang industriya ng automotive ay ang nag-iisang pinakamalaking mamimili ng mga bahagi ng metal stamping sa buong mundo, na may tipikal na pampasaherong sasakyan na naglalaman ng ilang daang indibidwal na naselyohang bahagi mula sa mga panel ng katawan na sinusukat sa metro kuwadrado hanggang sa mga precision na bahagi ng preno na sinusukat sa milimetro. Ang pagmamanupaktura ng automotive stamping ay nagpapatakbo sa ilalim ng pinakamahigpit na mga pamantayan sa dimensional at mekanikal na ari-arian ng anumang komersyal na aplikasyon, dahil ang mga kahihinatnan ng pagkabigo ng bahagi ay umaabot sa kaligtasan ng pasahero at pagsunod sa regulasyon.
Ang mga pampalakas ng panel ng katawan — ang mga panloob na miyembro ng istruktura na nagpapatigas sa mga balat ng pinto, mga panel ng bubong, at mga assemblies ng hood — ay ginawa sa pamamagitan ng kumbinasyon ng malalim na pagguhit, pagbubuo ng kahabaan, at mga pagpapatakbo ng restrike. Ang mga bahaging ito ay dapat makamit ang tumpak na contour geometry upang matiyak ang tamang pagkakasya sa mga panlabas na panel at tumpak na weld flange positioning para sa body-in-white assembly. Ang high-strength steel at advanced high-strength steel grades ay lalong ginagamit sa body reinforcements para makamit ang kinakailangang crash energy absorption na may pinababang kapal at bigat ng materyal.
Ang mga bracket ng upuan ay isa pang kritikal na kategorya ng automotive metal stamping parts. Ang mga bahaging ito ay nakaangkla sa istraktura ng upuan sa sahig ng sasakyan at dapat makatiis sa mga static at dynamic na load na tinukoy ng mga occupant crash protection standards. Ang pinong blanked o precision-stamped na mga bahagi ng bracket ng upuan ay nagbibigay ng kalidad ng gilid at flatness na kinakailangan para sa pare-parehong bolt torque at maaasahang joint clamping force sa buong buhay ng serbisyo ng sasakyan. Ang mga bahagi ng brake caliper, kabilang ang mga caliper bracket mount at anchor plate, ay ginawa nang may dimensional na katumpakan na nagsisiguro ng tamang pagkakahanay ng pad, kahit na pad wear, at predictable na performance ng braking sa buong saklaw ng operating temperature.
Pagpili ng Materyal para sa Mga Bahagi ng Metal Stamping
Ang pagganap ng mga bahagi ng metal stamping ay hindi mapaghihiwalay mula sa materyal na kung saan sila ay nabuo. Ang pagmamanupaktura ng stamping ay katugma sa isang malawak na hanay ng mga metal at haluang metal, at ang pagpili ng pinakamainam na materyal ay nangangailangan ng pagbabalanse ng pagkakaporma, mga katangian ng mekanikal, paglaban sa kaagnasan, at gastos.
| materyal | Mga Pangunahing Katangian | Mga Karaniwang Aplikasyon |
| Mababang-Carbon na Bakal (DC01/DC04) | Mahusay na formability, mababang gastos | Chassis ng appliance, bracket, enclosures |
| High-Strength Steel (HSLA) | Mataas na lakas ng ani, magandang weldability | Mga pampalakas ng panel ng katawan, mga istruktura ng upuan |
| Hindi kinakalawang na asero (304/430) | paglaban sa kaagnasan, pagtatapos sa ibabaw | Mga batya ng washing machine, mga panel ng appliance |
| Aluminum Alloy (5052/6061) | Magaan, lumalaban sa kaagnasan | Mga bahagi ng katawan ng sasakyan, mga heat sink |
| Galvanized Steel | Zinc coating, panlabas na tibay | Air conditioner chassis, panlabas na bracket |
Quality Control sa Stamping Manufacturing
Ang pagpapanatili ng dimensional na pare-pareho sa lahat ng mataas na dami ng produksyon ay ang pangunahing hamon sa kalidad sa pagmamanupaktura ng stamping. Ang die wear, material batch variation, lubrication inconsistency, at press bed deflection ay maaaring magpakilala ng dimensional drift sa paglipas ng panahon, na ginagawang mahalaga ang sistematikong pagsukat at pagsubaybay sa proseso para sa paggawa ng mga metal stamping parts na nananatili sa loob ng detalye sa libu-libo o milyon-milyong mga cycle.
Ang mga nangungunang tagagawa ng stamping ay nagpapatupad ng isang layered na sistema ng kalidad na pinagsasama ang in-die sensing, statistical process control, at coordinate measurement machine inspection. Kabilang sa mga pangunahing kasanayan sa pagkontrol sa kalidad ang:
- Unang Artikulo Inspeksyon (FAI): Buong dimensional na pag-verify ng mga unang bahagi ng produksyon laban sa mga drawing ng engineering bago ilabas ang dami ng produksyon.
- Nasa prosesong sampling: Pana-panahong pagsukat ng mga kritikal na dimensyon sa mga tinukoy na agwat ng produksyon upang makita ang pagkasira ng tool o proseso ng drift bago maipon ang mga bahaging wala sa tolerance.
- Pag-verify ng CMM: Ang mga coordinate measuring machine ay nagbibigay ng three-dimensional na dimensional na data para sa mga kumplikadong nabuong ibabaw na hindi ma-verify gamit ang mga hand gauge.
- Surface at edge inspeksyon: Visual at tactile na inspeksyon para sa mga burr, bitak, kulubot, at mga depekto sa ibabaw na nakakaapekto sa pagkakaayos ng pagpupulong o buhay ng pagkapagod.
- Pagsusuri sa sertipikasyon ng materyal: Ang mga papasok na sertipiko ng pagsubok ng materyal ay napatunayan laban sa mga kinakailangan sa espesipikasyon para sa tensile strength, yield strength, elongation, at coating weight.
Bakit Nananatiling Pinipili ang Stamping Manufacturing
Sa kabila ng paglitaw ng mga alternatibong teknolohiya sa pagbuo kabilang ang laser cutting, hydroforming, at additive na pagmamanupaktura, ang pagmamanupaktura ng stamping ay nagpapanatili ng nangingibabaw na posisyon nito sa produksyon ng high-volume na bahagi ng metal para sa nakakahimok at matibay na mga dahilan. Ang ekonomiya ng stamping ay pangunahing paborable sa sukat: sa sandaling ang pamumuhunan sa tooling ay amortize, ang bawat piraso na halaga ng isang naselyohang bahagi ng metal ay karaniwang isang bahagi ng kung ano ang maaaring makamit ng anumang alternatibong proseso sa mga katumbas na volume. Ang bilis ng pagpindot ng daan-daang stroke bawat minuto, na sinamahan ng automated na coil feeding at part handling, ay nagbibigay-daan sa mga rate ng produksyon na walang ibang katumpakan na proseso ng pagbuo ng metal ang maaaring tumugma.
Higit pa sa ekonomiya, ang mga mekanikal na katangian ng mga bahagi ng metal stamping ay pinahusay ng malamig na epekto na likas sa proseso ng panlililak. Ang pagpapapangit ng plastik sa panahon ng pagbubuo ay nagdaragdag sa katigasan at lakas ng ani ng materyal sa mga deformed na rehiyon sa pamamagitan ng pagpapatigas ng trabaho, na gumagawa ng mga natapos na bahagi na may mas mahusay na mekanikal na pagganap kaysa sa orihinal na stock ng sheet. Ang epektong ito ay partikular na mahalaga sa mga istrukturang bahagi ng automotive kung saan ang ratio ng lakas-sa-timbang ay isang pangunahing driver ng disenyo. Para sa mga manufacturer sa appliance at automotive sector na naghahanap ng maaasahan, cost-effective, at dimensionally precise na mga bahagi, ang pagmamanupaktura ng stamping ay nananatiling hindi mapag-aalinlanganang pundasyon ng mga modernong metal component supply chain.
Nakaraang Post
Gabay sa Metal Stamping at Drawing Parts
Susunod na Post
Ano ang Mga Pangunahing Pagkakaiba sa Pagitan ng Micro-Stamping at Standard Electronic Parts?
Ang aming Mga produkto.
Simulan ang Iyong Negosyo sa isang OEM Manufacturer Dito mismo!
Magbigay ng mga pandaigdigang customer ng kumpletong turn-key na solusyon
sa pamamagitan ng
pagbabago!
MABILIS NA LINK
IMPORMASYON SA CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Copyright © Suzhou Shuangqisi Mould Equipment Co., Ltd. Lahat ng Karapatan ay Nakalaan. Custom Stamping Die Mga Tagagawa ng Metal Stamping Die
