-
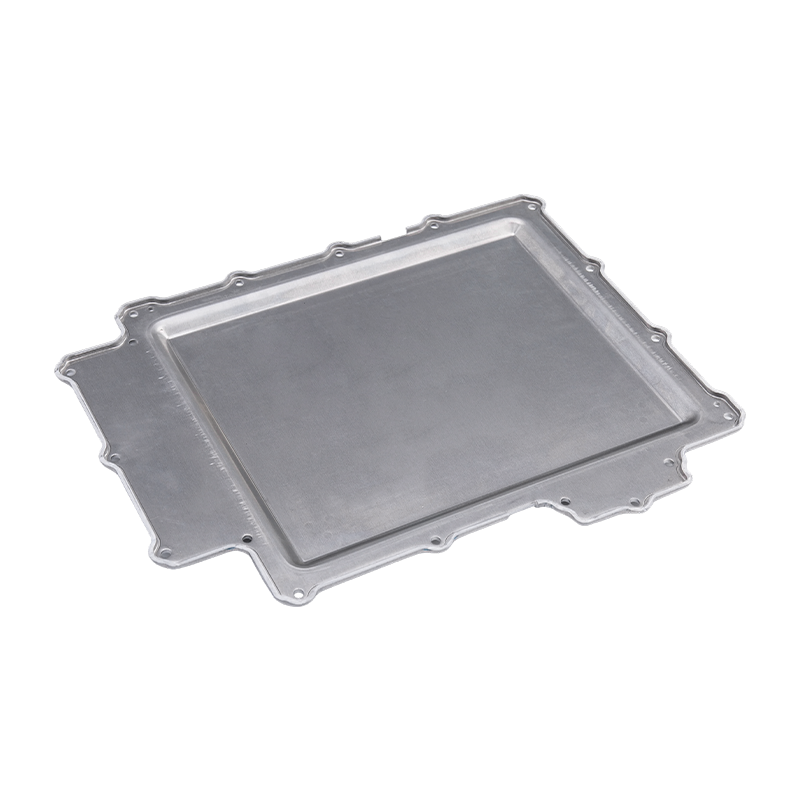
Mga bahagi ng panlililak sa takip ng baterya
Ang aming Battery cover stamping parts ay preci...
-
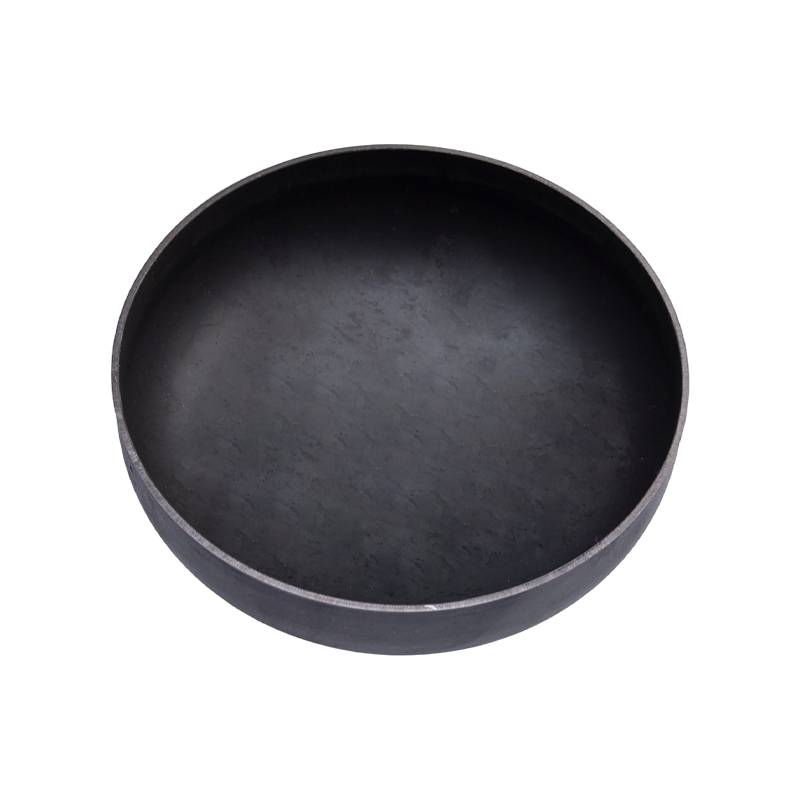
Mga bahagi ng panlililak sa dulo ng tangke ng gas
Ang mga bahagi ng panlililak sa dulo ng tangke ...
-
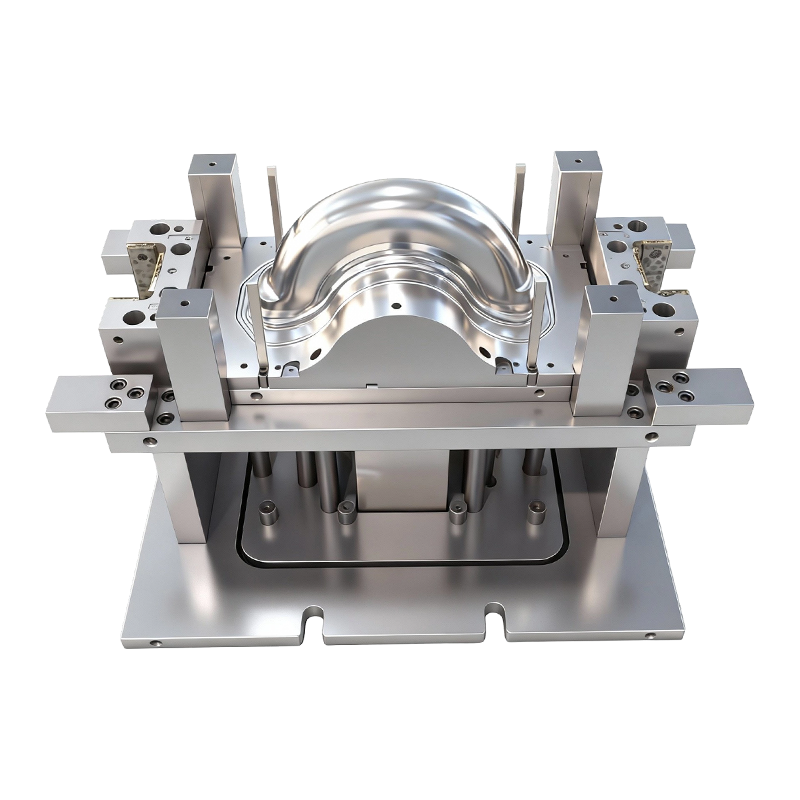
Malalim na pagguhit ng amag para sa harap at likurang mga gulong ng dalawang gulong na de-kuryenteng sasakyan
Ang Deep drawing mold na ito para sa harap at l...
-
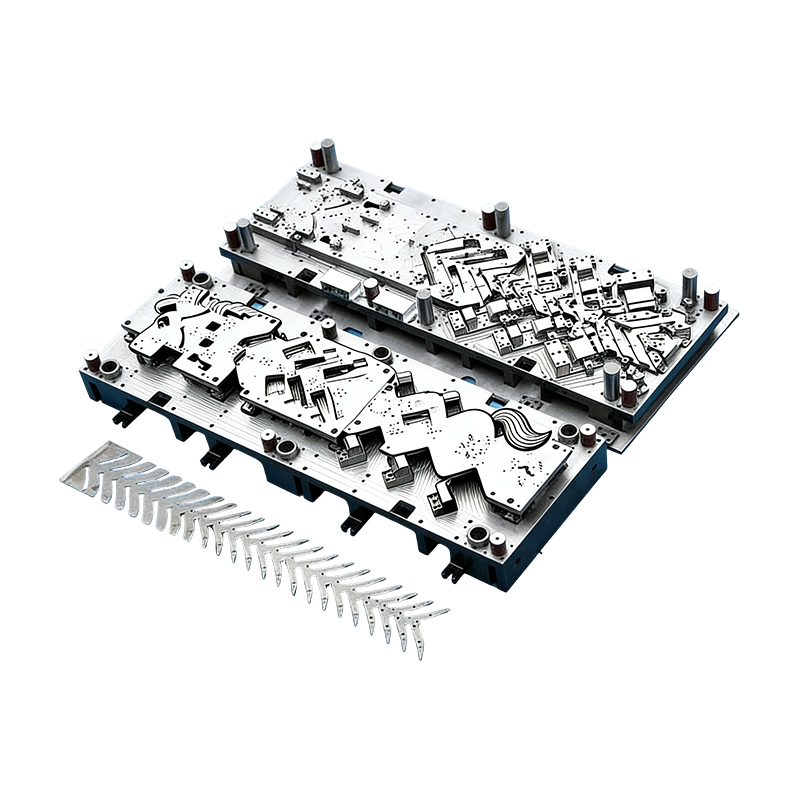
Mga progresibong hulma para sa mga bahagi ng sasakyan
Ang Continuous mold na ito para sa automotive m...
-
Mga bahagi ng panlililak sa laptop
Ang aming mga piyesa ng panlililak sa laptop ay...
-
Mga bahagi ng high-end na panlililak sa oven
Ang aming High-end na oven stamping parts ay pr...
Balita sa Industriya
Bahay / Balita / Balita sa Industriya / Ano ang Mga Pangunahing Pagkakaiba sa Pagitan ng Micro-Stamping at Standard Electronic Parts?
Ano ang Mga Pangunahing Pagkakaiba sa Pagitan ng Micro-Stamping at Standard Electronic Parts?
2026-03-09
Pag-unawa sa Mga Bahagi ng Electronic Stamping at Ang Papel Nito sa Modernong Electronics
Mga bahagi ng electronic stamping ay mga precision na bahagi ng metal na ginawa sa pamamagitan ng isang progresibong proseso o paglipat ng stamping kung saan ang flat metal sheet o coil stock ay unti-unting nabubuo, nasusuntok, nabaluktot, at hinuhubog ng mga hardened die set upang makagawa ng mga natapos na bahagi na may mahigpit na dimensional tolerance. Ang mga bahaging ito ang bumubuo sa istruktura at elektrikal na pundasyon ng halos lahat ng elektronikong device sa produksyon ngayon — mula sa mga consumer smartphone at laptop hanggang sa mga automotive control module, medical implant, at industrial sensor. Ang kategorya ay sumasaklaw sa napakalaking iba't ibang uri ng bahagi kabilang ang mga terminal, connector, shield, bracket, contact, lead frame, heat spreader, at spring elements, lahat ay nagbabahagi ng karaniwang katangian ng pagiging nabuo mula sa metal sheet sa halip na ginawa mula sa solid stock o cast mula sa tinunaw na metal. Sa loob ng malawak na uniberso ng mga bahagi ng electronic stamping, ang pagkakaiba sa pagitan ng micro-stamping at standard na stamping ay kumakatawan sa isa sa mga praktikal na makabuluhang paghahati ng mga linya sa kakayahan sa pagmamanupaktura, mga kinakailangan sa proseso, at pagiging angkop sa paggamit ng aplikasyon.
Pagtukoy sa Mga Karaniwang Bahagi ng Electronic Stamping: Mga Dimensyon at Kakayahan
Ang mga karaniwang bahagi ng electronic stamping ay sumasakop sa malawak na gitnang bahagi ng industriya ng stamping, na sumasaklaw sa mga bahagi na may mga laki ng tampok at kapal ng materyal na maaasahang makagawa ng kumbensyonal na progresibong die tool at karaniwang mga stamping press sa mataas na volume. Sa praktikal na mga termino, ang mga karaniwang bahagi ng electronic stamping ay karaniwang ginagawa mula sa sheet metal na may kapal na mula sa humigit-kumulang 0.15 mm hanggang 3.0 mm, na may mga punched hole, nabuong feature, at bend radii na may sukat sa ikasampu ng isang milimetro kaysa sa mga micron. Ang mga dimensional na tolerance sa karaniwang mga bahagi ng electronic stamping ay karaniwang nasa hanay na ±0.05 mm hanggang ±0.1 mm, na maaaring maabot gamit ang mahusay na pagpapanatiling kumbensyonal na tooling sa mga kagamitan sa pagpindot mula sa 25-toneladang bench-top unit hanggang 400-tonne na mga pagpindot sa paglipat para sa mas malalaking bahagi.
Ang hanay ng materyal para sa mga karaniwang bahagi ng electronic stamping ay malawak at may kasamang cold-rolled steel, stainless steel grades 301 at 304, copper alloys gaya ng C110, C194, at C260 brass, aluminum alloys 1100 at 3003, at nickel silver. Ang mga opsyon sa surface finishing kabilang ang electroplating na may tin, nickel, silver, o ginto ay regular na inilalapat sa mga karaniwang bahagi ng electronic stamping upang makamit ang contact resistance, corrosion resistance, at solderability na katangian na kinakailangan para sa kanilang partikular na circuit o mechanical function. Ang dami ng produksyon para sa karaniwang mga bahagi ng electronic stamping ay maaaring mula sa libu-libo hanggang daan-daang milyong piraso bawat taon, na may progresibong die tooling na nagbibigay-daan sa mga rate ng cycle na 100 hanggang 800 stroke bawat minuto depende sa pagiging kumplikado ng bahagi at laki ng pagpindot.
Ano ang Tinutukoy ng Micro-Stamping at Kung Saan Ito Naiiba Mula sa Karaniwang Kasanayan
Ang micro-stamping ay pumapasok sa larawan kapag ang mga dimensyon na kinakailangan ng mga bahagi ng electronic stamping ay lumampas sa kung ano ang maaasahang maihatid ng karaniwang tooling at mga kontrol sa proseso. Bagama't walang pinagkasunduan sa pangkalahatan, ang micro-stamping ay karaniwang nauunawaan na magsisimula kapag ang kapal ng materyal ay bumaba sa ibaba 0.1 mm, kapag ang mga punched feature size ay lumalapit o lumampas sa ratio na 1:1 na may kapal ng materyal (ibig sabihin, ang mga diameter ng butas ay katumbas ng o mas maliit kaysa sa sheet na sinusuntok), o kapag ang kabuuang sukat ng bahagi ay sinusukat sa single-digit ±00 millimeter na sinusukat sa single-digit ±00 millimeter. ±0.02 mm. Sa sukat na ito, ang mga pisikal na batas na namamahala sa pagpapapangit ng metal, pagkasuot ng kasangkapan, at dynamics ng pagpindot ay nangangailangan ng iba't ibang diskarte sa disenyo ng die, pagpili ng press, kontrol sa proseso, at inspeksyon ng kalidad kumpara sa karaniwang produksyon ng mga bahagi ng electronic stamping.
Ang walang humpay na pagmamaneho ng industriya ng electronics tungo sa miniaturization ay ang pangunahing puwersang nagpapalawak ng merkado para sa mga micro-stamped electronic stamping parts. Ang mga smartphone connector, hearing aid component, wearable sensor housing, cardiac pacemaker lead contact, MEMS device packaging, at fine-pitch IC lead frame ay lahat ay humihiling ng mga micro-stamped na feature na hindi maaaring gawin ayon sa detalye gamit ang mga conventional stamping approach. Ang agwat sa pagitan ng kung ano ang maaaring makamit ng standard at micro-stamping ay mas lumawak habang ang pagpapaliit ng device ay pinabilis, na ginagawang ang pagkakaiba sa pagitan ng dalawang kategoryang ito ay lalong makabuluhang komersyal at teknikal.
Disenyo ng Tooling at Konstruksyon ng Die: Kung Saan Pinakamatingkad ang Mga Pagkakaiba
Ang die tooling na ginagamit upang makagawa ng micro-stamped electronic stamping parts ay naiiba sa karaniwang tooling sa halos lahat ng aspeto ng disenyo, detalye ng materyal, at proseso ng pagmamanupaktura nito. Ang mga karaniwang progressive dies para sa mga bahagi ng electronic stamping ay ginawa mula sa mga grado ng tool steel gaya ng D2, M2, o DC53, na may mga punch at die clearance na karaniwang nakatakda sa 5–10% ng kapal ng materyal bawat panig. Sa mga karaniwang dimensyon, ang mga clearance na ito ay makakamit gamit ang conventional CNC grinding at EDM wire cutting equipment, at ang mga resultang tool ay makakagawa ng milyun-milyong bahagi bago mangailangan ng reconditioning.
Ang mga micro-stamping dies para sa mga maliliit na bahagi ng electronic stamping ay nangangailangan ng mga clearance na sinusukat sa single-digit na micron — minsan kasing liit ng 1–3 microns bawat panig para sa pinakamagagandang feature — hinihingi ang mga bahagi ng die na ginawa sa ultra-precision grinding machine at profile EDM equipment na may kakayahang humawak ng mga tolerance na ±0.001 mm o mas mahusay. Ang mga diameter ng punch para sa mga micro-stamped na feature ay maaaring kasing liit ng 0.05 mm, kung saan ang sukat ng punch ay mekanikal na marupok at madaling kapitan ng deflection sa ilalim ng mga lateral forces na nabuo sa panahon ng pagsuntok. Ang mga die designer ay nagbibigay ng kompensasyon sa pamamagitan ng guide bush arrangement na sumusuporta sa suntok malapit sa cutting face, pinababa ang haba ng die entry na nagpapaliit sa hindi sinusuportahang haba ng suntok, at kinokontrol na punch-to-die alignment na nakamit sa pamamagitan ng precision ground guide pillars at bushes na may micron-level clearances.
Carbide tooling — partikular ang tungsten carbide grades na pinili para sa kanilang kumbinasyon ng tigas, tigas, at compressive strength — ay mahalagang mandatory para sa micro-stamped electronic stamping parts production. Ang rate ng pagkasira ng tool steel sa mga dimensyon ng micro-scale punch ay magiging dahilan upang ang tooling ay hindi matipid sa ekonomiya sa loob ng maikling produksyon. Ang carbide dies, habang mas mahal ang paggawa kaysa sa tool steel equivalents, ay nagbibigay ng wear resistance at dimensional stability na kailangan para mapanatili ang feature size at edge quality sa milyun-milyong stroke na kailangan para sa cost-effective na micro-stamped electronic stamping parts production.
Mga Kinakailangan sa Press Equipment at Process Control
Ang kagamitan sa pagpindot na ginagamit para sa micro-stamped electronic stamping parts ay malaki ang pagkakaiba sa karaniwang mga detalye ng stamping press. Ang karaniwang produksyon ng mga bahagi ng electronic stamping ay nagpaparaya sa antas ng pagpapalihis ng press frame, pagkakaiba-iba ng parallelism ng slide, at dynamic na vibration na magiging sakuna sa micro-scale. Ang mga micro-stamping press ay ginawa sa mas mahigpit na mga detalye ng paggabay sa slide — karaniwang 0.003 mm o mas mahusay na parallelism — gamit ang hydrostatic o precision roller bearing slide guides na nagpapanatili ng pare-parehong shut height anuman ang sira-sirang pag-load mula sa asymmetric part geometries.
Ang mga servo-driven na micro-stamping press ay nag-aalok ng mga partikular na pakinabang para sa katumpakan na produksyon ng mga bahagi ng electronic stamping sa micro-scale. Ang kakayahang mag-program ng mga arbitrary na profile ng slide motion — mabagal na diskarte sa pakikipag-ugnayan para sa mga maseselang feature, mabilis na pagbabalik para sa pag-optimize ng cycle time, kinokontrol na tirahan sa bottom dead center para sa mga pagpapatakbo ng coining — ay nagbibigay ng antas ng flexibility ng proseso na hindi maaaring tumugma sa mga mekanikal na pagpindot na hinimok ng crank. Ang mga servo press ay nag-aalis din ng mga energy peak na nauugnay sa mga flywheel-driven na mechanical presses, na binabawasan ang vibration na ipinadala sa die at pinapabuti ang dimensional consistency sa mahabang produksyon ng mga micro-stamped electronic stamping parts.
Magkatabing Paghahambing ng Mga Pangunahing Katangian
Ang talahanayan sa ibaba ay nagbibigay ng nakabalangkas na paghahambing ng mga pangunahing pagkakaiba sa pagitan ng micro-stamping at karaniwang mga proseso para sa mga bahagi ng electronic stamping sa mga sukat na pinaka-may-katuturan sa mga inhinyero ng disenyo at mga espesyalista sa pagkuha:
| Katangian | Karaniwang Electronic Stamping Parts | Mga Bahagi ng Micro-Stamped Electronic Stamping |
| Saklaw ng kapal ng materyal | 0.15 mm – 3.0 mm | 0.01 mm – 0.1 mm |
| Dimensional tolerance | ±0.05 mm – ±0.1 mm | ±0.005 mm – ±0.02 mm |
| Die clearance bawat panig | 5–10% ng kapal ng materyal | 1–3 microns ganap |
| Materyal sa kagamitan | Tool steel (D2, M2, DC53) | Tungsten carbide |
| Uri ng pindutin | Mekanikal / haydroliko | Precision servo / hydrostatic na gabay |
| Karaniwang stroke rate | 100–800 spm | 200–1,500 spm (servo-optimized) |
| Paraan ng inspeksyon | CMM, optical comparator | Mga sistema ng paningin, SEM, confocal microscopy |
| Gastos sa kagamitan | Katamtaman | Mataas hanggang napakataas |
Mga Pagkakaiba sa Pagpili ng Materyal para sa Micro-Scale Electronic Stamping Parts
Ang pagpili ng materyal para sa micro-stamped electronic stamping parts ay nagsasangkot ng karagdagang mga hadlang na lampas sa mga naaangkop sa karaniwang mga bahagi. Sa mga kapal na mas mababa sa 0.1 mm, ang microstructure ng metal ay nagiging direktang nauugnay sa gawi ng stamping — ang laki ng butil na may kaugnayan sa kapal ng materyal ay maaaring magdulot ng hindi pare-parehong deformation, pagbuo ng burr, at pagkakaiba-iba ng kalidad ng gilid na mababalewala sa mga karaniwang kapal. Ang mga micro-stamping na application ay karaniwang tumutukoy sa mga materyales na may kontroladong mga istruktura ng butil, na kadalasang itinalaga ng ASTM o JIS na mga detalye ng pinong butil, upang matiyak ang pare-parehong daloy ng metal at maputol ang kalidad ng gilid sa buong operasyon ng stamping.
Ang mga copper alloy ay nananatiling pinakakaraniwang conductor na materyales para sa micro-stamped electronic stamping parts, partikular na ang C194 (copper-iron-phosphorus) at C7025 (copper-nickel-silicon) grades na nag-aalok ng magandang electrical conductivity na sinamahan ng mga spring na katangian at formability na kailangan para sa miniature contact at terminal applications. Ang Beryllium copper alloys, partikular ang C17200 sa solution-annealed condition, ay tinukoy para sa micro-stamped spring contacts kung saan kinakailangan ang maximum elastic deflection sa ilalim ng load, kahit na ang pagproseso ng mga ito ay nangangailangan ng maingat na atensyon sa mga kontrol sa kalusugan at kaligtasan sa panahon ng stamping at finishing operations.
Mga Hamon sa Inspeksyon at Pagsukat ng Kalidad sa Micro Scale
Ang pag-verify ng dimensional na pagkakatugma ng micro-stamped electronic stamping parts ay nangangailangan ng inspection equipment at methodologies na higit pa sa coordinate measuring machine at optical comparator standard sa karamihan ng stamping quality laboratories. Ang mga laki ng feature na sinusukat sa sampu-sampung micron ay nangangailangan ng mga non-contact optical measurement system — karaniwang mga automated vision system na may mga sub-micron resolution na layunin at telecentric optics — na may kakayahang sumukat ng daan-daang feature bawat bahagi sa mga segundo sa bilis ng production line. Para sa pinaka-kritikal na dimensyon, ang pag-scan ng electron microscopy (SEM) ay nagbibigay ng resolution na kailangan upang makilala ang kalidad ng gilid, taas ng burr, at kondisyon sa ibabaw sa isang antas ng detalyeng hindi maaabot gamit ang light optics.
Ang kontrol sa proseso ng istatistika para sa mga micro-stamped na bahagi ng electronic stamping ay dapat ipatupad sa isang antas ng higpit na higit pa sa karaniwang mga programa ng SPC na inilapat sa karaniwang produksyon ng mga bahagi ng electronic stamping. Ang die wear sa micro-scale ay gumagawa ng mga dimensional na drift rate na maaaring lumampas sa mga hangganan ng pagpapaubaya sa loob ng iisang production shift kaysa sa maraming araw na produksyon na karaniwang tumatakbo sa karaniwang tooling. Ang real-time na SPC na may automated na feedback sa mga parameter ng pagpindot — pagsasaayos sa taas ng shut, pag-unlad ng feed, at paghahatid ng lubrication bilang tugon sa mga sinusukat na trend ng dimensional — ay lalong karaniwang kasanayan sa nangungunang mga operasyon ng micro-stamping na nagsisilbi sa sektor ng precision electronics.
Pagpili sa Pagitan ng Micro at Standard Electronic Stamping Parts para sa Iyong Application
Ang desisyon sa pagitan ng pagtukoy ng micro-stamped o karaniwang mga bahagi ng electronic stamping ay dapat na hinihimok ng layunin na mga kinakailangan sa pagganap sa halip na sa pamamagitan ng pag-aakalang ang mas mahigpit na pagpapaubaya ay palaging gumagawa ng mas mahusay na mga produkto. Ang mga karaniwang bahagi ng electronic stamping ay angkop sa tuwing matutugunan ang mga kinakailangan sa pagganap ng dimensional, elektrikal, at mekanikal sa loob ng sobre ng kakayahan ng maginoo na stamping — at sa karamihan ng mga application ng electronic assembly, magagawa nila. Ang makabuluhang mas mababang halaga ng tool, mas malawak na base ng supplier, at mas direktang pamamahala sa kalidad na nauugnay sa mga karaniwang bahagi ng electronic stamping ay kumakatawan sa mga tunay na pakinabang na hindi dapat isuko nang walang malinaw na katwiran sa pagganap.
Dapat tukuyin ang micro-stamping kapag ang miniaturization ay isang tunay na driver ng disenyo — kapag ang mga pinababang dimensyon ng bahagi ay nagbibigay-daan sa makabuluhang pagpapahusay sa performance ng device, density ng integration, o karanasan ng end-user na nagbibigay-katwiran sa mas mataas na pamumuhunan sa tool at mas kumplikadong pamamahala ng supply chain. Ang mga application kabilang ang mga ultra-miniature connector para sa implantable na mga medikal na device, sub-millimeter spring contact para sa mga naisusuot na sensor, fine-pitch lead frame para sa advanced IC packages, at precision shielding component para sa RF-sensitive modules ay kumakatawan lahat ng mga kaso kung saan ang mga kakayahan ng micro-stamped electronic stamping parts ay naghahatid ng functional value na hindi maaaring kopyahin sa karaniwang sukat.

Nakaraang Post
Mga Bahagi ng Metal Stamping para sa Automotive at Home Appliances: Mga Proseso, Materyales at Pamantayan ng Kalidad
Susunod na Post
Ano ang Pagkakaiba sa pagitan ng Tradisyonal at Simulation-Optimized Automotive Stamping Dies?
Ang aming Mga produkto.
Simulan ang Iyong Negosyo sa isang OEM Manufacturer Dito mismo!
Magbigay ng mga pandaigdigang customer ng kumpletong turn-key na solusyon
sa pamamagitan ng
pagbabago!
MABILIS NA LINK
IMPORMASYON SA CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Copyright © Suzhou Shuangqisi Mould Equipment Co., Ltd. Lahat ng Karapatan ay Nakalaan. Custom Stamping Die Mga Tagagawa ng Metal Stamping Die
