-
Maliit na naselyohang bahagi para sa mga laptop at mobile phone
Bilang mahahalagang panloob na bahagi para sa m...
-
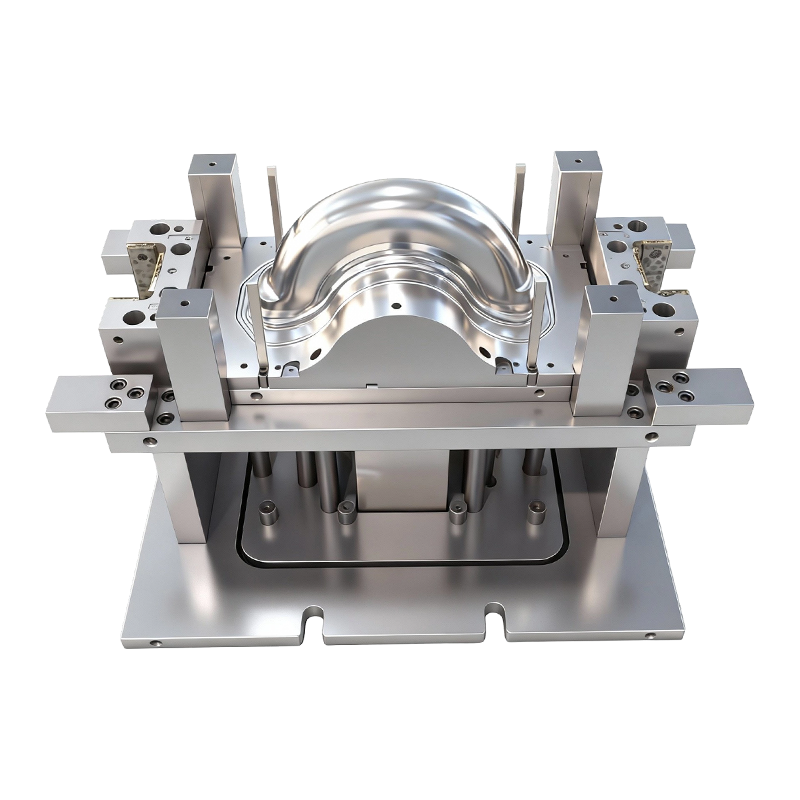
Malalim na pagguhit ng amag para sa harap at likurang mga gulong ng dalawang gulong na de-kuryenteng sasakyan
Ang Deep drawing mold na ito para sa harap at l...
-
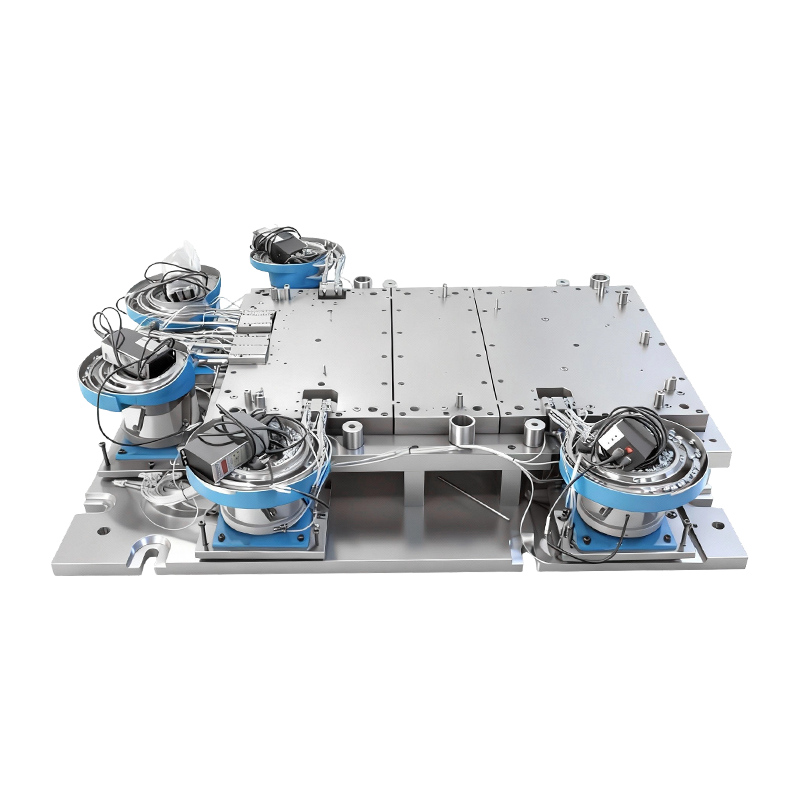
Awtomatikong riveting mol para sa malaking computer machine base
Ang Automatic Riveting Mould na ito para sa Mal...
-

Automotive motor housing stamping parts
Ang automotive motor housing stamping parts ay ...
-
Mga bahagi ng panlililak sa dulo ng tangke ng gas
Ang mga bahagi ng panlililak sa dulo ng tangke ...
Balita sa Industriya
Bahay / Balita / Balita sa Industriya / Ano ang Pagkakaiba sa pagitan ng Tradisyonal at Simulation-Optimized Automotive Stamping Dies?
Ano ang Pagkakaiba sa pagitan ng Tradisyonal at Simulation-Optimized Automotive Stamping Dies?
2026-03-02
Bakit Mahalaga Ngayon ang Gap sa Pagitan ng Tradisyonal at Simulation-Optimized Dies
Namatay ang automotive stamping ay palaging kabilang sa mga pinaka teknikal na hinihingi na pamumuhunan sa tooling sa pagmamanupaktura ng sasakyan. Ang isang set ng mga dies para sa isang body panel ay maaaring kumatawan sa daan-daang libong dolyar sa panahon ng engineering, machining, at tryout—at ang mga kahihinatnan ng pagkakamali sa disenyo ay nasusukat hindi lamang sa gastos sa muling paggawa kundi sa mga naantalang paglulunsad ng produksyon, tumaas na mga rate ng scrap, at nakompromiso ang kalidad ng bahagi na lumalaganap sa pamamagitan ng mga operasyon sa downstream na pagpupulong. Sa loob ng mga dekada, umasa ang disenyo ng die sa naipon na empirical na kaalaman ng mga may karanasang toolmakers: iterative physical tryouts, manual adjustments to blank holder force at draw bead geometry, at progresibong refinement sa pamamagitan ng trial and error hanggang sa tuluy-tuloy na makagawa ang die ng mga katanggap-tanggap na bahagi.
Ang paglipat patungo sa simulation-optimized automotive stamping dies ay hindi nangyari nang magdamag, ngunit ang bilis nito ay bumilis nang husto habang ang mga programa ng sasakyan ay naging mas kumplikado at mas napabilis ng oras. Ang mga de-koryenteng sasakyan sa partikular ay nagpakilala ng mga bagong materyal na hamon—magnesium-aluminum alloy na mga casing ng baterya, ultra-high-strength steel structural component, at kumplikadong malalim na mga geometry na nagtutulak sa pagbuo ng mga limitasyon—na ang tradisyunal na empirical na diskarte ay hindi maaaring tugunan nang maaasahan sa loob ng compressed development timeline na hinihingi ng merkado. Ang pag-unawa sa mga konkretong pagkakaiba sa pagitan ng tradisyonal at simulation-optimized na disenyo ng die at produksyon ay mahalaga para sa mga engineering team na sinusuri ang kanilang mga proseso ng pagbuo ng tool sa 2025 at higit pa.
Paano Talagang Gumagana ang Traditional Automotive Stamping Die Development
Ang tradisyunal na automotive stamping die development ay nagsisimula sa part geometry at material specification, kung saan ang isang bihasang die designer ay bumuo ng isang die concept batay sa itinatag na mga panuntunan sa disenyo at pattern-matching sa mga nakaraang katulad na bahagi. Ang punch, die, blank holder, at die set na geometry ay tinukoy sa pamamagitan ng kumbinasyon ng mga formula ng handbook, mga alituntunin sa pagmamay-ari ng disenyo, at paghatol ng taga-disenyo. Tinatantya ang blangkong laki gamit ang mga pamamaraang nakabatay sa lugar o pinasimpleng geometric na paglalahad, at pinipili ang mga posisyon ng pagguhit ng bead at mga puwersa ng pagpigil batay sa pangkalahatang karanasan na may maihahambing na mga hugis ng panel kaysa sa pagsusuri ng partikular na estado ng stress sa kasalukuyang bahagi.
Ang pisikal na yugto ng pagsubok ay kung saan ang tradisyonal na proseso ay nagpapatunay o naglalantad ng mga limitasyon ng diskarteng ito. Kapag ang paunang die ay gumagawa ng mga bahagi na may wrinkling sa mga low-stress na rehiyon, bitak sa mahigpit na radii, labis na pagnipis ng materyal sa mga kritikal na lokasyon ng istruktura, o springback na nagtutulak sa nabuong geometry sa labas ng ±0.02mm tolerance band na kinakailangan para sa precision body panel assembly, ang tugon ay pisikal na interbensyon: pagsasaayos ng blank holder force sa pamamagitan ng pagdaragdag ng shim at geometry, pagbabago ng pagdaragdag sa ibabaw, pag-aayos ng mga pagdaragdag sa ibabaw, pagbabago ng pag-aayos ng ibabaw, pag-aayos ng mga pagdaragdag sa ibabaw, pag-aayos ng mga pagdaragdag sa ibabaw, pag-aayos ng pang-ibabaw na paggagamot, pag-aayos ng mga pagdaragdag ng pang-ibabaw na lugar, pag-aayos ng mga pagdaragdag sa ibabaw, pag-aayos ng mga pagdaragdag sa ibabaw, pag-aayos zone, o pagputol sa mga ibabaw ng die upang baguhin ang mga pattern ng daloy ng metal. Ang bawat interbensyon ay nangangailangan ng isang bagong tryout run, at ang mga kumplikadong panel ay maaaring mangailangan ng dose-dosenang mga pag-ulit bago ang die ay makagawa ng mga bahagi na patuloy na katanggap-tanggap.
Ang mga implikasyon sa gastos ng diskarteng ito ay malaki. Ang pisikal na oras ng pagsubok sa isang malaking transfer press o progressive die line ay mahal, at ang engineering labor na kinakailangan upang masuri ang mga depekto, disenyo ng mga interbensyon, at magsagawa ng mga pagbabago ay mabilis na naiipon sa mga mapaghamong panel. Higit sa lahat, ang empirical na diskarte ay hindi nagbibigay ng garantiya ng convergence—ang ilang mga die na disenyo na nakabatay lamang sa karanasan ay umabot sa isang lokal na pinakamainam na hindi mapapabuti nang walang pangunahing muling pagdidisenyo, isang sitwasyon na maaaring hindi maging maliwanag hanggang ang makabuluhang pamumuhunan ay nagawa na sa pisikal na tooling.
Anong Simulation-Optimized Die Design ang Nagbabago sa Proseso ng Pag-develop
Pinapalitan ng simulation-optimized automotive stamping die development ang karamihan sa pisikal na trial-and-error cycle ng virtual forming analysis na isinasagawa bago ang anumang metal ay gupitin. Ang software ng Finite element analysis (FEA) ay nagmomodelo ng kumpletong proseso ng pagbuo—mula sa blankong contact sa blank holder hanggang sa full draw depth—pag-compute ng stress, strain, distribusyon ng kapal, at springback na gawi ng sheet metal sa ilalim ng inilapat na tooling geometry at mga kondisyon ng proseso. Tinutukoy ng output ng simulation ang mga potensyal na lokasyon ng depekto: mga rehiyon na lumalapit sa bumubuo ng limit curve kung saan tumataas ang panganib ng pag-crack, mga zone ng compressive stress accumulation kung saan magaganap ang wrinkling, at mga lugar ng labis na pagnipis na makakakompromiso sa structural performance o surface quality.
Kritikal, pinapagana ng simulation ang parametric optimization na halos imposible sa pamamagitan ng pisikal na pagsubok. Maaaring pag-iba-ibahin ang blank holder force sa buong posible nitong hanay sa ilang minuto ng oras ng pag-compute para mahanap ang value na sabay na pinipigilan ang wrinkling at iniiwasan ang pag-crack—ang magkasalungat na failure mode na ginagawang napakahirap ng pag-calibrate ng blank holder force sa tradisyunal na die development. Ang pagguhit ng geometry ng bead, posisyon, at puwersa ng pagpigil ay maaaring i-optimize para sa bawat seksyon ng blangkong perimeter nang independiyente, na isinasaalang-alang ang paglaban sa daloy na umaasa sa direksyon na kinakailangan upang pamahalaan ang pamamahagi ng metal sa mga kumplikadong asymmetric na panel geometries. Surface treatment selection—kabilang ang ultra-smooth Ra ≤ 0.05μm finishes na kinakailangan sa deep drawing zones—ay maaaring masuri sa pamamagitan ng friction coefficient sensitivity studies na sumusukat kung paano nakakaapekto ang mga pagpapabuti sa kalidad ng surface sa pagbuo ng mga resulta bago isagawa ang mga operasyon sa machining at pagtatapos na makakamit ang mga ito.
Namatay ang Deep Drawing para sa Mga Bahagi ng EV: Kung saan Nagiging Mahalaga ang Simulation
Ang paglipat ng de-kuryenteng sasakyan ay nagpasimula ng pagbuo ng mga hamon na ginagawang hindi lamang kapaki-pakinabang ang simulation ngunit praktikal na kinakailangan. Ang deep drawing ay namatay para sa EV-specific na mga bahagi—lalo na ang magnesium-aluminum alloy na mga casing ng baterya na may malalim na mga ratio ng drawing na lampas sa 2.5:1—ay gumagana sa hangganan ng kung ano ang maaaring mapanatili ng materyal nang walang pagkabigo. Ang pag-uugali ng pagbuo ng limitasyon ng mga aluminyo na haluang metal ay sa panimula ay naiiba mula sa banayad at mataas na lakas na bakal na ang tradisyonal na automotive stamping die development ay naipon na karanasan sa paligid: ang aluminyo ay nagpapakita ng mas mababang formability, mas malakas na epekto ng anisotropy, at mas sensitibo sa strain rate at temperatura kaysa sa conventional body panel steel grades.
Ang mga simulation tool na na-calibrate gamit ang tumpak na data ng materyal na ari-arian—kabilang ang pagbuo ng mga limit na curve, anisotropy coefficient, at flow stress curve na tinutukoy mula sa physical material characterization testing—ay maaaring mahulaan kung ang isang iminungkahing die geometry ay matagumpay na bubuo ng aluminum na casing ng baterya nang hindi nabibitak ang punch radius o wrinkling sa flange, bago gumawa ng anumang pamumuhunan sa tool. Ang kakayahang panghuhula na ito ay lalong mahalaga para sa malalim na mga ratio ng pagguhit sa itaas 2.5:1, kung saan ang window ng proseso sa pagitan ng wrinkling at cracking failure mode ay lumiliit hanggang sa punto na ang empirical adjustment ay malamang na hindi makahanap ng isang matatag na kundisyon ng operating nang walang sistematikong patnubay sa computational.
Ang hula sa pagnipis ng materyal ay isa pang kritikal na output ng simulation para sa EV deep drawing dies. Ang mga casing ng baterya at mga structural na bahagi ng EV ay tinukoy ang pinakamababang kinakailangan sa kapal ng pader na hinihimok ng pagsusuri sa istruktura at mga pamantayan sa kaligtasan. Binibigyang-daan ng simulation ang mga die designer na i-verify na ang pagnipis sa pinakamahigpit na mga rehiyon ay nananatili sa loob ng mga pinapayagang limitasyon sa buong hanay ng variation ng produksyon—pagkalat ng materyal na pag-aari, pagpapaubaya sa kapal ng blangko, pagkakaiba-iba ng kondisyon ng lubrication—sa halip na sa nominal na punto ng disenyo na kinakatawan ng pisikal na pagsubok.
Head-to-Head Comparison: Tradisyunal vs. Simulation-Optimized Stamping Die Development
Ang mga praktikal na pagkakaiba sa pagitan ng dalawang diskarte ay pinakamahusay na nauunawaan sa mga pangunahing dimensyon na nagtutulak sa gastos ng die program, timing, at mga resulta ng kalidad:
| Dimensyon ng Pag-unlad | Tradisyunal na Diskarte | Simulation-Optimized na Diskarte |
| Timing ng pagtuklas ng depekto | Pisikal na pagsubok, post-machining | Virtual na pagsusuri, pre-machining |
| Blank holder force optimization | Empirical shim adjustment | Parametric FEA sweep |
| Kakayahang materyal ng aluminyo/EV | Hindi maaasahan sa itaas ng 2.0:1 na draw ratio | Na-validate para sa mga ratio na lampas sa 2.5:1 |
| Pamamahala ng springback | Trial-and-error compensation cuts | Hinulaan at pre-compensated sa CAD |
| Pagkamit ng pagpapaubaya (±0.02mm) | Kailangan ng maraming pag-ulit ng tryout | Ang kakayahang unang hit ay makabuluhang mas mataas |
| Panganib sa timing ng programa | Mataas, hindi mahuhulaan ang mga pag-ulit ng tryout | Nabawasan, ang mga pangunahing isyu ay halos nalutas |
Intelligent Monitoring Integration at ang Tungkulin ng Modular Die Structures
Hindi nagtatapos ang simulation optimization kapag ang disenyo ng die ay na-finalize at na-machine. Ang mga modernong automotive stamping dies ay lalong nagsasama ng mga intelligent monitoring system—mga in-die sensor na sumusukat sa blank holder force distribution, acoustic emission sensors na nagde-detect ng crack initiation, at vision system na nag-iinspeksyon ng bahaging geometry sa press rate—na nagbibigay ng real-time na feedback sa panahon ng produksyon. Ang imprastraktura ng pagsubaybay na ito ay nagbibigay-daan sa mga inhinyero ng proseso na matukoy ang pag-anod mula sa mga naka-optimize na kondisyon sa pagbuo na itinatag ng simulation bilang ang stable na operating window, na nagti-trigger ng corrective action bago tumaas ang mga rate ng depekto sa halip na pagkatapos na maipon ang scrap.
Ang mga modular die structures ay higit pang nagpapalawak sa halaga ng simulation optimization sa pamamagitan ng pagpapahintulot sa mga indibidwal na die component—mga pagsingit sa mga lokasyong kritikal sa pagsusuot, pagguhit ng mga segment ng bead, mga blangko na seksyon ng holder—na palitan nang independiyente kapag ang wear ay nagpapababa ng kanilang geometry sa ibaba ng tolerance na kinakailangan para mapanatili ang na-optimize na kondisyon ng pagbuo. Sa halip na ihinto ang isang buong set ng die kapag ang isang rehiyon ay lumalapit sa pagkasira, pinapayagan ng modular construction ang naka-target na pagpapalit ng mga apektadong bahagi, na pinapanatili ang pamumuhunan sa natitirang istraktura ng die at pinapanatili ang kalidad ng surface treatment—Ra ≤ 0.05μm sa mga critical forming zone—na ang simulation-optimized na proseso ay nakasalalay sa pare-parehong kondisyon ng friction at kalidad ng bahagi.
Praktikal na Patnubay para sa Mga Koponan ng Engineering na Nagsusuri sa Transisyon
Ang mga pangkat ng engineering na isinasaalang-alang ang isang paglipat mula sa tradisyonal patungo sa simulation-optimized automotive stamping die development ay dapat tasahin ang kanilang kasalukuyang proseso laban sa ilang praktikal na pamantayan. Ang kaso para sa simulation investment ay pinakamatibay kapag ang programa ay may kasamang alinman sa mga sumusunod na katangian na hindi maayos na pinangangasiwaan ng mga tradisyonal na empirical na pamamaraan:
- Mga advanced na high-strength steel o aluminum alloy na materyales kung saan makitid ang mga margin ng limitasyon at ang pagkakaiba-iba ng materyal na ari-arian ay may malaking epekto sa panganib ng depekto
- Deep drawing dies na nagta-target ng mga draw ratio na mas mataas sa 2.0:1, partikular para sa EV na mga casing ng baterya at structural hollow na bahagi kung saan mahigpit na tinukoy ang mga limitasyon sa pagnipis ng materyal.
- Mga body panel na may Class A na mga kinakailangan sa ibabaw kung saan ang kulubot o surface deflection na mga depekto ay hindi katanggap-tanggap sa kosmetiko at hindi maaaring tiisin kahit na pansamantala sa panahon ng tryout
- Ang mga program na may naka-compress na mga timeline ng pag-develop kung saan ang mga pinahabang pisikal na pag-ulit ng pagsubok ay kumakatawan sa hindi katanggap-tanggap na panganib sa iskedyul
- Ang mataas na dami ng produksyon ay namamatay kung saan ang amortized na halaga ng simulation investment ay bale-wala kaugnay sa kahusayan sa produksyon na natamo mula sa isang mas matatag at matatag na proseso ng pagbuo
Ang pamumuhunan na kinakailangan para ipatupad ang simulation-optimized automotive stamping die development ay sumasaklaw sa software licensing, material characterization testing para ma-populate ang mga tumpak na simulation material card, at ang engineering skill development na kailangan para mabigyang-kahulugan ang mga resulta ng simulation at isalin ang mga ito sa naaaksyunan na mga desisyon sa disenyo ng die. Ang mga gastos na ito ay totoo ngunit patuloy na binabawi sa pamamagitan ng mga pagbawas sa oras ng pisikal na pagsubok, mas mababang mga rate ng scrap sa panahon ng paglulunsad ng produksyon, at ang pag-aalis ng mga pagbabago sa late-stage na die na kumakatawan sa ilan sa mga pinakamahal na interbensyon sa pagbuo ng programang automotive. Para sa mga pasilidad na gumagawa ng mga dies para sa parehong tradisyonal na body panel at EV-specific lightweight na mga bahagi, ang kakayahan sa simulation ay hindi isang hangarin sa hinaharap—ito ay isang kasalukuyang kinakailangan sa kompetisyon.

Nakaraang Post
Ano ang Mga Pangunahing Pagkakaiba sa Pagitan ng Micro-Stamping at Standard Electronic Parts?
Susunod na Post
Paano Binabago ng Advanced High-Strength Steels ang Paggawa ng Mga Bahagi ng Automotive Stamping?
Ang aming Mga produkto.
Simulan ang Iyong Negosyo sa isang OEM Manufacturer Dito mismo!
Magbigay ng mga pandaigdigang customer ng kumpletong turn-key na solusyon
sa pamamagitan ng
pagbabago!
MABILIS NA LINK
IMPORMASYON SA CONTACT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Copyright © Suzhou Shuangqisi Mould Equipment Co., Ltd. Lahat ng Karapatan ay Nakalaan. Custom Stamping Die Mga Tagagawa ng Metal Stamping Die
